用于燃气涡轮机匣的加工方法及航空发动机与流程
本发明涉及航空发动机机械加工,特别地,涉及一种用于燃气涡轮机匣的加工方法及航空发动机。
背景技术:
1、燃气涡轮机匣用于装配燃气涡轮导向器、涡轮外环,零件结构复杂,加工时刀具易发生干涉,且整体刚性差,易变形。某型发动机燃气涡轮机匣材料为高温合金,零件总高约116mm,最大外径约φ330mm,零件最薄处位于零件中部,壁厚约2mm。这种结构导致零件刚性差,加工过程中零件安装边、精密止口、精密止口圆度、安装边平面度、安装边平行度等重要位置因零件切削变形而尺寸合格率低(具体见附图1所示)。同时与燃气涡轮导向器装配的8处卡槽,卡槽宽度约17mm,深度约5mm,卡槽传统加工方式为采用电火花单个卡槽加工,这种加工方式电极磨损快,加工效率较低,加工质量不高,难以满足零件加工要求。
2、现有方案中燃气涡轮机匣加工工序为:数车粗加工-稳定处理-数车加工喷涂槽位置-喷涂-数车精加工-数铣精加工-电火花-钳工-检验。现有的工序,因切削过程中的零件变形无法满足零件精度要求,零件大端精密止口尺寸、精密止口圆度、精密止口平面度、安装边平行度及8处卡槽的加工过程中受切削变形影响无法满足精度要求。
3、因此,如何有效提高燃气涡轮机匣的加工质量,解决零件切削变形及提高零件加工效率和质量是目前需要解决的技术问题。
技术实现思路
1、本发明提供了一种用于燃气涡轮机匣的加工方法及航空发动机,以解决现有技术中燃气涡轮机匣类工件受切削变形影响无法满足加工精度的技术问题。
2、本发明采用的技术方案如下:
3、一种用于燃气涡轮机匣的加工方法,包括以下步骤:
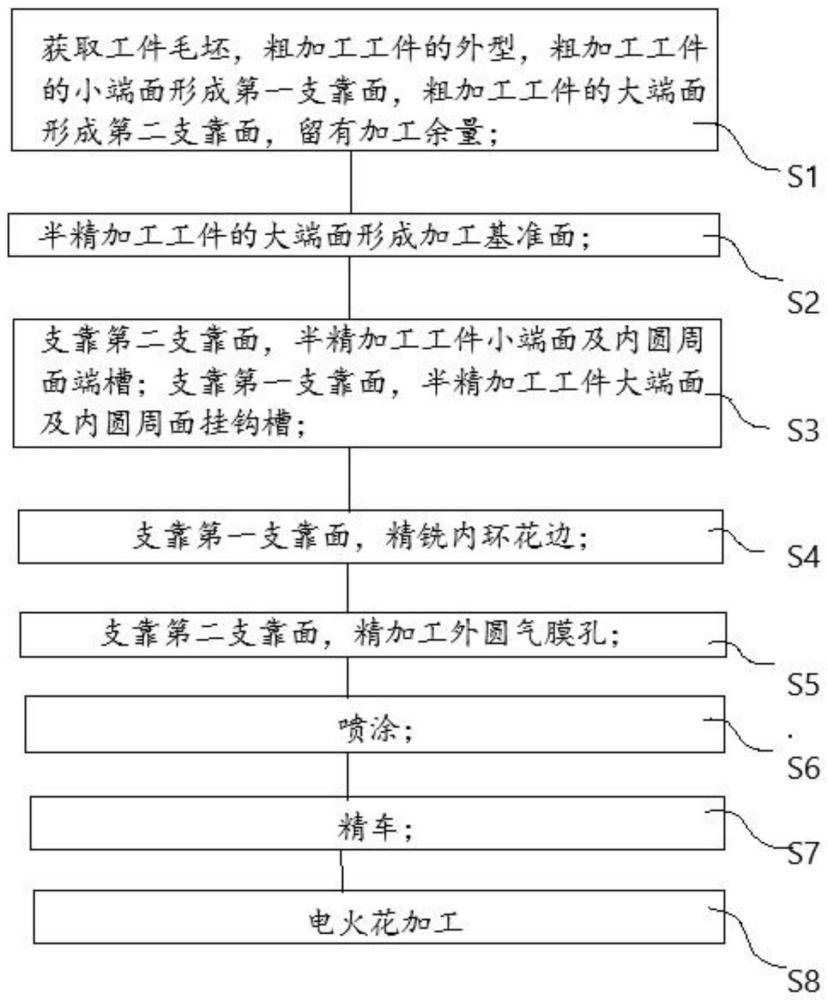
4、s1.获取工件毛坯,粗加工工件的外型,粗加工工件的小端面形成第一支靠面,粗加工工件的大端面形成第二支靠面,留有加工余量;
5、s2.半精加工工件的大端面形成加工基准面;
6、s3.支靠第二支靠面,半精加工工件小端面及内圆周面端槽;支靠第一支靠面,半精加工工件大端面及内圆周面挂钩槽;
7、s4.支靠第一支靠面,精铣内环花边;
8、s5.支靠第二支靠面,精加工外圆气膜孔;
9、s6.喷涂;
10、s7.精车;
11、s8.电火花加工。
12、作为上述技术方案的进一步改进,步骤s1中,粗加工工件的外型包括粗加工工件的外环挂钩槽,粗加工外环挂钩槽时,采用转接刀杆配合方刀杆方式装刀,并选取精车命令采用一刀加工到位。
13、作为上述技术方案的进一步改进,步骤s1中,粗加工外环挂钩槽后,外环挂钩槽的侧面余量0.15mm,外环挂钩槽的槽底余量0.05mm。
14、作为上述技术方案的进一步改进,步骤s7包括:
15、s71.支靠第二支靠面,精车工件小端面;
16、s72.支靠第一支靠面,精车工件大端面及工件内圆周面的外环挂钩槽;
17、s73.支靠第一支靠面,精铣工件的卡槽。
18、作为上述技术方案的进一步改进,步骤s72中,精车工件的内圆周面的外环挂钩槽时,选取精车命令,将外环挂钩槽的径向尺寸加工到位后,加工宽度方向尺寸。
19、作为上述技术方案的进一步改进,步骤s8包括:支靠第二支靠面,电火花精加工工件的内安装边的定位槽。
20、作为上述技术方案的进一步改进,步骤s8中,使用电火花夹具及加工组件对工件的定位槽进行电火花精加工,电火花夹具包括:
21、第一底板,用于定位安装于电火花加工机床;
22、第一定位盘,用于定位安装于第一底板,第一定位盘上开设有用于与工件的安装边配合的第一定位槽;
23、第一压板,连接于所述第一底板并用于压合于工件的安装边的端面以将工件压紧固定于所述第一定位盘上。
24、作为上述技术方案的进一步改进,加工组件包括零点定位装置、电极盘体以及沿周向均匀布设的安装于所述电极盘体的电极头。
25、作为上述技术方案的进一步改进,所述加工方法还包括:粗加工时,工件单边留有1.5mm加工余量;精加工时,工件单边留有0.5mm加工余量。
26、根据本发明的另一方面,还提供了一种航空发动机,应用有以上任一所述的用于燃气涡轮机匣的加工方法
27、本发明具有以下有益效果:
28、本加工方法在对工件进行粗加工外型时,对其小端面加工形成第一支靠面,对其大端面加工形成第二支靠面,在半精加工中利用夹具支靠第二支靠面半精加工工件小端面及内圆周面端槽,优先保障难点工序的加工刚性并增大支靠面提高工件装夹可靠性,在半精加工中利用夹具支靠第一支靠面,半精加工工件大端面及内圆周面挂钩槽,在提高零件加工刚性的同时,解决数车工序加工外环挂钩槽时,粗加工切削力较大产生变形问题,精加工中通过夹具支靠小端面,精铣内环花边,解决数铣工序加工内腔花边时切削力较大,导致零件变形的问题,并基于本加工方法优化后的工艺路线解决了燃气涡轮机匣类零件加工周期长且零件加工变形的问题,并采用更合理的切削参数,使得零件的加工质量及切削效率有限制提升。
29、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照附图,对本发明作进一步详细的说明。
技术特征:
1.一种用于燃气涡轮机匣的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的用于燃气涡轮机匣的加工方法,其特征在于,步骤s1中,粗加工工件的外型包括粗加工工件的外环挂钩槽,粗加工外环挂钩槽时,采用转接刀杆配合方刀杆方式装刀,并选取精车命令采用一刀加工到位。
3.根据权利要求2所述的用于燃气涡轮机匣的加工方法,其特征在于,步骤s1中,粗加工外环挂钩槽后,外环挂钩槽的侧面余量0.15mm,外环挂钩槽的槽底余量0.05mm。
4.根据权利要求1所述的用于燃气涡轮机匣的加工方法,其特征在于,步骤s7包括:
5.根据权利要求4所述的用于燃气涡轮机匣的加工方法,其特征在于,步骤s72中,精车工件的内圆周面的外环挂钩槽时,选取精车命令,将外环挂钩槽的径向尺寸加工到位后,加工宽度方向尺寸。
6.根据权利要求1所述的用于燃气涡轮机匣的加工方法,其特征在于,步骤s8包括:支靠第二支靠面,电火花精加工工件的内安装边的定位槽。
7.根据权利要求6所述的用于燃气涡轮机匣的加工方法,其特征在于,步骤s8中,使用电火花夹具及加工组件对工件的定位槽进行电火花精加工,电火花夹具包括:
8.根据权利要求7所述的用于燃气涡轮机匣的加工方法,其特征在于,加工组件包括零点定位装置、电极盘体(21)以及沿周向均匀布设的安装于所述电极盘体(21)的电极头(22)。
9.根据权利要求1-8任一项所述的用于燃气涡轮机匣的加工方法,其特征在于,所述加工方法还包括:粗加工时,工件单边留有1.5mm加工余量;精加工时,工件单边留有0.5mm加工余量。
10.一种航空发动机,其特征在于,应用有权利要求1-9任一项所述的用于燃气涡轮机匣的加工方法。
技术总结
本发明公开了一种用于燃气涡轮机匣的加工方法及航空发动机,包括以下步骤:获取工件毛坯,粗加工工件的外型,粗加工工件的小端面形成第一支靠面,粗加工工件的大端面形成第二支靠面,留有加工余量;半精加工工件的大端面形成加工基准面;支靠第二支靠面,半精加工工件小端面及内圆周面端槽;支靠第一支靠面,半精加工工件大端面及内圆周面挂钩槽;支靠第一支靠面,精铣内环花边;支靠第二支靠面,精加工外圆气膜孔;喷涂;精车;电火花加工。基于本加工方法优化后的工艺路线解决了燃气涡轮机匣类零件加工周期长且零件加工变形的问题,并采用更合理的切削参数,使得零件的加工质量及切削效率有限制提升。
技术研发人员:李倍倍,肖威红,周贝,詹伟,张甲甲,邹吉亮,陈凯
受保护的技术使用者:中国航发南方工业有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!