金属基材表面激光处理方法及涂覆方法与流程
本发明涉及激光加工,具体地涉及一种金属基材表面激光处理方法及涂覆方法。
背景技术:
1、对于各类电机、电器设备等的金属零部件(例如电机机壳、盖板、电池壳体)都会存在对其进行全部或局部的绝缘处理的需求,而其中绝缘喷涂工艺应用范围广而备受青睐。金属零部件表面的绝缘涂层厚度需要尽可能的薄,以减少物料使用,其通常仅为30μm-100μm。该绝缘涂层还需要保证足够的电气强度和涂层附着力,交流击穿电压需要达到5kv以上。
2、然而这些铸造或车削加工而成的金属零部件表面都存在一定的毛刺和凹坑等缺陷,采用现有的激光处理方案一般采用单一的激光功率、光斑直径和激光扫描路径间距进行处理;或者采用大功率、大间距和大光斑进行第一次处理,然后采用小功率、小间距和小光斑的激光进行第二次激光处理。上述现有处理方案很难在去除毛刺和凹坑的同时保证金属材料表面的平整度。而平整度不达到要求或者处理后的金属表面存在凹坑、毛刺,会使得绝缘涂层不能满足厚度、电气绝缘强度和附着力的要求。
技术实现思路
1、本发明的目的在于克服或至少减轻上述现有技术存在的不足,提供一种金属基材表面激光处理方法及涂覆方法。
2、本发明的一个或多个实施例提供一种金属基材表面激光处理方法,用于实现金属基材表面涂覆绝缘涂层前的处理,包括以下步骤:
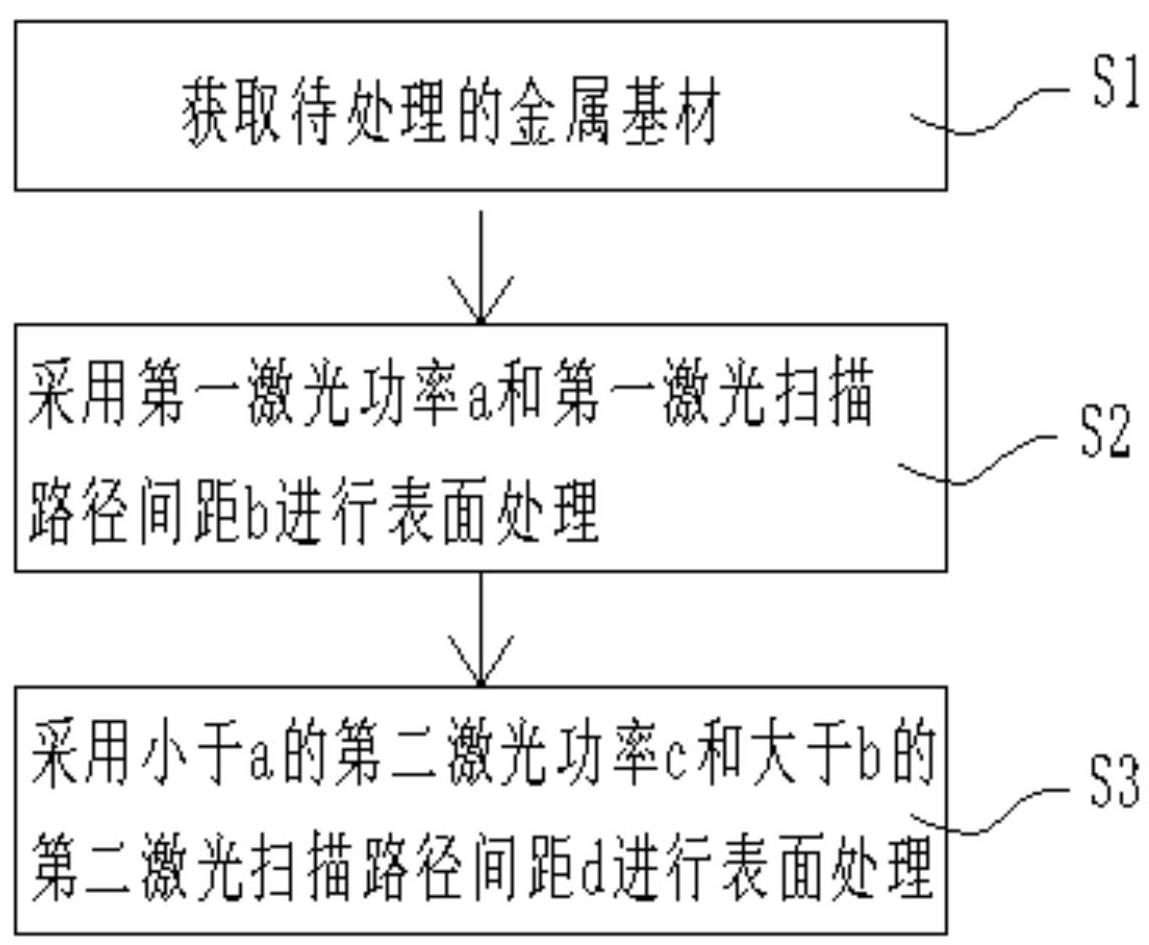
3、s1,获取待处理金属基材;
4、s2,采用第一激光功率a和第一激光扫描路径间距b对金属基材表面进行第一次激光处理;
5、s3,采用第二激光功率c和第二激光扫描路径间距d对金属基材表面进行第二次激光处理;
6、其中,第一激光功率a>第二激光功率c,第二激光扫描路径间距d>第一激光扫描路径间距b。
7、在至少一个实施方式中,第一激光功率a的范围为25w-35w;第一激光扫描路径间距b的范围为10μm-40μm;第二激光功率c的范围为8w-12w;第二激光扫描路径间距d的范围为50μm-70μm。
8、在至少一个实施方式中,s3中激光光斑直径大于或等于s2中激光光斑直径。
9、在至少一个实施方式中,s2中激光扫描速度小于s3中激光扫描速度。
10、在至少一个实施方式中,s2和s3中激光扫描路径的方向相互垂直。
11、在至少一个实施方式中,s2中激光光斑的直径大于第一激光扫描路径间距b,所述s3中激光光斑的直径不大于第二激光扫描路径间距d。
12、在至少一个实施方式中,在s3之后还包括以下步骤:
13、s4、获取s3处理后的金属基材表面轮廓;
14、s5、根据金属基材表面轮廓的尺寸判断是否需要继续对金属基材进行表面处理。
15、在至少一个实施方式中,s5包括如下步骤:
16、将表面轮廓中所有毛刺高度与预设毛刺阈值进行比较,将表面轮廓中所有凹坑深度与预设凹坑阈值进行比较,若所有毛刺高度均小于预设毛刺阈值且所有凹坑深度均小于预设凹坑阈值,则停止处理;否则依次重复s2、s3直至所有毛刺高度均小于预设毛刺阈值且所有凹坑深度均小于预设凹坑阈值。
17、在至少一个实施方式中,s2和s3中激光扫描路径的方向相同。
18、本发明的一个或多个实施例还提供一种金属基材表面绝缘涂层涂覆方法,包括以下步骤:
19、s01,准备待涂覆的金属基材,
20、s02,获取金属基材所需的表面轮廓尺寸;
21、s03,利用金属基材表面激光处理方法对电器零部件表面进行激光处理;
22、s04,进行绝缘涂层的涂覆。
23、以上一个或多个技术方案的有益效果在于:
24、本方案中第一激光功率大于第二激光功率,第一激光扫描路径间距小于第二激光扫描路径间距;这种设置方式能够首先采用大功率、小间距的激光进行第一次处理,有效的削减毛刺高度以及凹坑的深度,提高金属基材表面的平整度;然后利用小功率、大间距的激光面进行二次处理,可以进一步的修整金属基材的表面,提高其平整度;其能够避免在第二次激光处理过程中产生新的毛刺,避免毛刺的尖端放电效应对于绝缘涂层的性能产生影响。
技术特征:
1.一种金属基材表面激光处理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的金属基材表面激光处理方法,其特征在于,所述第一激光功率a的取值范围为25-35w;第一激光扫描路径间距b的取值范围为10-40μm;第二激光功率c的取值范围为8-12w;第二激光扫描路径间距d的取值范围为50-70μm。
3.根据权利要求1所述的金属基材表面激光处理方法,其特征在于,所述s3中激光光斑直径大于或等于s2中激光光斑直径。
4.根据权利要求1所述的金属基材表面激光处理方法,其特征在于,所述s2中激光扫描速度小于s3中激光扫描速度。
5.根据权利要求1所述的金属基材表面激光处理方法,其特征在于,所述s2和s3中激光扫描路径的方向相互垂直。
6.根据权利要求1所述的金属基材表面激光处理方法,其特征在于,所述s2中激光光斑的直径大于第一激光扫描路径间距b,所述s3中激光光斑的直径不大于第二激光扫描路径间距d。
7.根据权利要求1所述的金属基材表面激光处理方法,其特征在于,在s3之后还包括以下步骤:
8.根据权利要求7所述的金属基材表面激光处理方法,其特征在于,所述s5包括如下步骤:
9.根据权利要求1所述的金属基材表面激光处理方法,其特征在于,所述s2和s3中激光扫描路径的方向相同。
10.一种金属基材表面绝缘涂层涂覆方法,其特征在于:包括以下步骤:
技术总结
本申请提供一种金属基材表面激光处理方法及涂覆方法,用于实现金属基材表面涂覆绝缘涂层前的处理,表面激光处理方法包括以下步骤:S1,获取待处理的金属基材;S2,采用第一激光功率a和第一激光扫描路径间距b对金属基材表面进行第一次激光处理;S3,采用第二激光功率c和第二激光扫描路径间距d对金属基材表面进行第二次激光处理;所述第一激光功率a>第二激光功率c,第二激光扫描路径间距d>第一激光扫描路径间距b。
技术研发人员:郑广会,王文,杨建军,张铃,郑金泽,郑金宇
受保护的技术使用者:天蔚蓝电驱动科技(江苏)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!