一种刹车盘加工自动打孔装置的制作方法
本发明涉及刹车盘加工,特别涉及一种刹车盘加工自动打孔装置。
背景技术:
1、刹车盘是制动系统中一个很重要的部件,按照结构划分为实体刹车盘和通风盘,实体刹车盘就是一块金属盘,而通风盘一般都是开孔盘,具有冷却性能好的优点,开孔盘加工时需要对其打孔处理。
2、公开号为cn108907830a的发明专利申请公开了一种刹车盘自动打孔设备,包括工作台、传送组件、打孔组件和工件固定组件,所述传送组件包括滑动板、传送带、限位器和两个滑动轨道,所述打孔组件包括两个打孔器,所述工件固定组件包括支撑架、升降气缸和夹持器,本发明由夹持器夹持住刹车盘,在传送带的传送下将带动滑动板在滑动轨道上进行滑动并固定在限位器处,此时两个打孔器位于刹车盘的正下方,将两个打孔器打开,升降气缸带动夹持器向下移动,能够在刹车盘上打出两个对应的孔,升降气缸为步进式旋转气缸,每完成一个升降运动将旋转一定的角度,从而能够在升降盘上打出一圈孔,完成升降盘的打孔操作。
3、上述一种刹车盘自动打孔设备,一次只能固定一组刹车盘,当刹车盘加工完成后需要把设备停机并对刹车盘进行换料处理,其中停机换料的过程需要耗费一定时间,此操作过程的时间直接影响了加工效率,为此,本发明提出一种刹车盘加工自动打孔装置。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种刹车盘加工自动打孔装置,能够解决一次只能固定一组刹车盘,当刹车盘加工完成后需要把设备停机并对刹车盘进行换料,其中停机换料的过程需要耗费一定时间,直接影响了加工效率的问题。
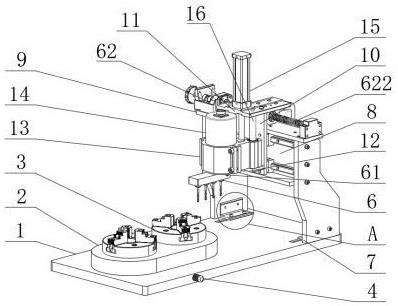
2、为实现上述目的,本发明提供如下技术方案:一种刹车盘加工自动打孔装置,包括安装基台,安装基台的顶部设置有旋转基座台和两组且呈左右分布的立装板,旋转基座台的顶部设置有两组且呈前后分布的三爪卡盘,两组立装板之间固定安装有l型块,l型块的前侧设置有空心圆柱壳,还包括旋转换位机构和可调式打孔结构,旋转换位机构固定在安装基台和旋转基座台上,用于驱动两组三爪卡盘换位,可调式打孔结构固定在安装基台、立装板和空心圆柱壳上,可调式打孔结构由组合式打孔机构、横移机构和前后调整机构组成,横移机构用于驱动组合式打孔机构左右移动,前后调整机构用于调整组合式打孔机构前后移动。
3、优选的,所述l型块和两组立装板的顶部固定安装有顶盖板,顶盖板的前侧设置有安装板,安装板的顶部固定安装有顶挡板,安装板的前侧固定安装有底挡板,顶挡板和底挡板之间固定安装有两组且呈左右分布的导向杆,两组导向杆上滑动套设有安装抱夹套圈,顶挡板的顶部固定安装有液压杆,液压杆的自由端与安装抱夹套圈固定连接,空心圆柱壳插接于安装抱夹套圈的内部。
4、优选的,所述顶挡板的后侧固定安装有横移座,l型块的后侧固定安装有导轨,横移座滑动安装于导轨上,安装板的后侧固定安装有两组且呈上下分布的横移块,l型块的前侧固定安装有横导轨,横移块滑动套设于横导轨上。
5、优选的,所述组合式打孔机构包括安装空心壳、传动圆柱杆、传动齿轮、旋转主轴和打孔钻头,安装空心壳设置于空心圆柱壳的底部,传动圆柱杆的数量为四组且均转动安装于安装空心壳的内侧顶部,传动齿轮固定安装于传动圆柱杆的外壁,相邻两组传动齿轮啮合设置,旋转主轴转动安装于安装空心壳的底部,传动圆柱杆的一端穿过安装空心壳并与旋转主轴固定连接,打孔钻头螺纹安装于旋转主轴上。
6、优选的,所述空心圆柱壳的内部固定安装有减速机,减速机的顶部固定安装有电机,电机的转轴与减速机的输入轴固定连接,减速机的输出轴固定连接有方形插杆,空心圆柱壳的底部和安装空心壳的顶部均开设有通孔,传动圆柱杆的顶部开设有方形槽,方形插杆的一端穿过通孔并插设于方形槽内,方便驱动最后方传动圆柱杆的转动。
7、优选的,所述安装空心壳的两侧和后侧均固定安装有安装垫块,空心圆柱壳的底部固定安装有螺纹柱,安装垫块上开设有螺纹柱可穿过的圆孔,螺纹柱上螺纹安装有六角螺母,六角螺母与安装垫块的底部相接触,使其安装空心壳便于拆装。
8、优选的,所述横移机构包括螺纹杆、移动块和旋钮,顶盖板的顶部固定安装有两组且呈左右分布的固定竖块,螺纹杆转动安装于两组固定竖块之间,移动块固定安装于顶挡板的底部,移动块螺纹套设于螺纹杆的外壁,旋钮的一端穿过固定竖块并与螺纹杆固定连接,方便拨动螺纹杆的转动。
9、优选的,所述前后调整机构包括滑动座、六角螺栓和定位组件,滑动座固定安装于立装板的外壁,安装基台的顶部开设有两组且呈左右分布的凸形槽,六角螺栓螺纹安装于滑动座上,定位组件固定安装于滑动座的底部,定位组件滑动安装于凸形槽内。
10、优选的,所述定位组件由凸形滑块、矩形块、压动块、梯形压块和竖接块组成,凸形滑块上开设有矩形槽和空心口,矩形块滑动安装于矩形槽内,压动块固定安装于矩形块的底部,梯形压块滑动安装于空心口内,压动块与相邻两组梯形压块相接触,凸形滑块上开设有腔体,竖接块固定安装于梯形压块的外壁,竖接块滑动安装于腔体内,弹簧固定安装于竖接块和腔体之间。
11、优选的,所述旋转换位机构包括联动旋转柱、传动蜗轮、传动蜗杆和伺服电机,安装基台的顶部开设有槽口,联动旋转柱固定安装于旋转基座台的底部,联动旋转柱的一端与槽口的内壁转动连接,传动蜗轮固定安装于联动旋转柱的外壁,传动蜗杆转动安装于槽口内,传动蜗杆与传动蜗轮啮合设置,安装基台上开设有圆柱孔,伺服电机固定安装于安装基台的右侧,伺服电机的转轴固定连接有联动杆,联动杆的一端穿过圆柱孔并与传动蜗杆固定连接,旋转基座台的内部开设有安装槽且其内壁固定安装有马达,马达的转轴穿过旋转基座台并与三爪卡盘固定连接。
12、与现有技术相比,本发明的有益效果是:
13、该刹车盘加工自动打孔装置,通过组合式打孔机构、横移机构、前后调整机构和定位组件的配合使用,一方面能够同时打出四组等距排列的孔,相比于需要依次打出四组散热孔的方式,不但提高了打孔效率,且孔与孔之间距离的控制更加稳定,不易出现孔距偏差的现象,确保了打孔质量,另一方面方便调整打孔钻头进行前后移动和左右移动,可根据刹车盘的尺寸做出调整,且调整过程十分的便捷,使该装置实际使用更加灵便,提高了该装置的机动性和实用性。
14、该刹车盘加工自动打孔装置,通过马达、旋转基座台、三爪卡盘和旋转换位机构的配合使用,能够同时固定两组刹车盘,便于在一组刹车盘加工完成后将旋转基座台自动旋转换位并加工另一组刹车盘,同时还方便将加工好的刹车盘进行换料处理,相比于只能固定一组刹车盘需要停用装置进行换料的方式,使其换料过程不会产生额外的时间,进而提高了加工效率,加强了该装置的实用性。
技术特征:
1.一种刹车盘加工自动打孔装置,包括:
2.根据权利要求1所述的一种刹车盘加工自动打孔装置,其特征在于:所述l型块(8)和两组立装板(7)的顶部固定安装有顶盖板(9),顶盖板(9)的前侧设置有安装板(10),安装板(10)的顶部固定安装有顶挡板(11),安装板(10)的前侧固定安装有底挡板(12),顶挡板(11)和底挡板(12)之间固定安装有两组且呈左右分布的导向杆(16),两组导向杆(16)上滑动套设有安装抱夹套圈(13),顶挡板(11)的顶部固定安装有液压杆(15),液压杆(15)的自由端与安装抱夹套圈(13)固定连接,空心圆柱壳(14)插接于安装抱夹套圈(13)的内部。
3.根据权利要求2所述的一种刹车盘加工自动打孔装置,其特征在于:所述顶挡板(11)的后侧固定安装有横移座(17),l型块(8)的后侧固定安装有导轨,横移座(17)滑动安装于导轨上,安装板(10)的后侧固定安装有两组且呈上下分布的横移块(19),l型块(8)的前侧固定安装有横导轨(18),横移块(19)滑动套设于横导轨(18)上。
4.根据权利要求3所述的一种刹车盘加工自动打孔装置,其特征在于:所述组合式打孔机构(61)包括安装空心壳(611)、传动圆柱杆(612)、传动齿轮(613)、旋转主轴(614)和打孔钻头(615),安装空心壳(611)设置于空心圆柱壳(14)的底部,传动圆柱杆(612)的数量为四组且均转动安装于安装空心壳(611)的内侧顶部,传动齿轮(613)固定安装于传动圆柱杆(612)的外壁,相邻两组传动齿轮(613)啮合设置,旋转主轴(614)转动安装于安装空心壳(611)的底部,传动圆柱杆(612)的一端穿过安装空心壳(611)并与旋转主轴(614)固定连接,打孔钻头(615)螺纹安装于旋转主轴(614)上。
5.根据权利要求4所述的一种刹车盘加工自动打孔装置,其特征在于:所述空心圆柱壳(14)的内部固定安装有减速机(21),减速机(21)的顶部固定安装有电机(20),电机(20)的转轴与减速机(21)的输入轴固定连接,减速机(21)的输出轴固定连接有方形插杆(5),空心圆柱壳(14)的底部和安装空心壳(611)的顶部均开设有通孔,传动圆柱杆(612)的顶部开设有方形槽,方形插杆(5)的一端穿过通孔并插设于方形槽内。
6.根据权利要求5所述的一种刹车盘加工自动打孔装置,其特征在于:所述安装空心壳(611)的两侧和后侧均固定安装有安装垫块(23),空心圆柱壳(14)的底部固定安装有螺纹柱(22),安装垫块(23)上开设有螺纹柱(22)可穿过的圆孔,螺纹柱(22)上螺纹安装有六角螺母(24),六角螺母(24)与安装垫块(23)的底部相接触。
7.根据权利要求6所述的一种刹车盘加工自动打孔装置,其特征在于:所述横移机构(62)包括螺纹杆(622)、移动块(623)和旋钮(624),顶盖板(9)的顶部固定安装有两组且呈左右分布的固定竖块(621),螺纹杆(622)转动安装于两组固定竖块(621)之间,移动块(623)固定安装于顶挡板(11)的底部,移动块(623)螺纹套设于螺纹杆(622)的外壁,旋钮(624)的一端穿过固定竖块(621)并与螺纹杆(622)固定连接。
8.根据权利要求7所述的一种刹车盘加工自动打孔装置,其特征在于:所述前后调整机构(63)包括滑动座(631)、六角螺栓(632)和定位组件(64),滑动座(631)固定安装于立装板(7)的外壁,安装基台(1)的顶部开设有两组且呈左右分布的凸形槽,六角螺栓(632)螺纹安装于滑动座(631)上,定位组件(64)固定安装于滑动座(631)的底部,定位组件(64)滑动安装于凸形槽内。
9.根据权利要求8所述的一种刹车盘加工自动打孔装置,其特征在于:所述定位组件(64)由凸形滑块(641)、矩形块(642)、压动块(643)、梯形压块(644)和竖接块(645)组成,凸形滑块(641)上开设有矩形槽和空心口,矩形块(642)滑动安装于矩形槽内,压动块(643)固定安装于矩形块(642)的底部,梯形压块(644)滑动安装于空心口内,压动块(643)与相邻两组梯形压块(644)相接触,凸形滑块(641)上开设有腔体,竖接块(645)固定安装于梯形压块(644)的外壁,竖接块(645)滑动安装于腔体内,弹簧(646)固定安装于竖接块(645)和腔体之间。
10.根据权利要求9所述的一种刹车盘加工自动打孔装置,其特征在于:所述旋转换位机构(4)包括联动旋转柱(41)、传动蜗轮(42)、传动蜗杆(43)和伺服电机(44),安装基台(1)的顶部开设有槽口,联动旋转柱(41)固定安装于旋转基座台(2)的底部,联动旋转柱(41)的一端与槽口的内壁转动连接,传动蜗轮(42)固定安装于联动旋转柱(41)的外壁,传动蜗杆(43)转动安装于槽口内,传动蜗杆(43)与传动蜗轮(42)啮合设置,安装基台(1)上开设有圆柱孔,伺服电机(44)固定安装于安装基台(1)的右侧,伺服电机(44)的转轴固定连接有联动杆,联动杆的一端穿过圆柱孔并与传动蜗杆(43)固定连接,旋转基座台(2)的内部开设有安装槽且其内壁固定安装有马达,马达的转轴穿过旋转基座台(2)并与三爪卡盘(3)固定连接。
技术总结
本发明公开了一种刹车盘加工自动打孔装置,涉及刹车盘加工技术领域。该刹车盘加工自动打孔装置,包括安装基台,安装基台的顶部设置有旋转基座台和两组且呈左右分布的立装板,旋转基座台的顶部设置有两组且呈前后分布的三爪卡盘,两组立装板之间固定安装有L型块,L型块的前侧设置有空心圆柱壳,还包括旋转换位机构和可调式打孔结构。该刹车盘加工自动打孔装置,能够同时打出四组等距排列的孔,提高了打孔效率,且孔距的控制更加稳定,还能够同时固定两组刹车盘,便于在一组刹车盘加工完成后将旋转基座台自动旋转换位并加工另一组刹车盘,同时方便将加工好的刹车盘进行换料处理,使其换料过程不会产生额外的时间。
技术研发人员:王礼宁,王昌军,杨世彦
受保护的技术使用者:莱州市金盾机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!