一种热连轧机飞剪切尾耦合自动控制方法、存储介质及电子装置与流程
本发明涉及轧钢工艺,具体而言,尤其涉及一种热连轧机飞剪切尾耦合自动控制方法、存储介质及电子装置。
背景技术:
1、热轧连轧机带钢在经过粗轧机组轧制后,头尾会出现“舌头”、“鱼尾”等形状缺陷,为了保证后续生产的稳定性,在进入精轧机组前需要对带钢头尾进行切除,以便于精轧轧机穿带时顺利咬入、卷取机成功卷取与运输。但是现阶段采用同一头尾剪切方式进行飞剪,有些尾部形状良好的中间坯也会进行剪切,这就会产生不必要的切损,带来切损的浪费,进而影响收得率,因此,需要依据不同的带钢头尾形状来设定最优剪切方式,以实现最优化剪切,减少中间坯剪切的损失,提高轧线成材率。
技术实现思路
1、根据上述提出的技术问题,提供一种基于产品用途和尾部形状的热连轧机飞剪切尾耦合自动控制方法。本发明在保证精轧轧制、卷取卷钢稳定顺行前提下,优化飞剪剪切与控制方式,通过二级飞剪自动设定切尾方式,将切尾方式命令传给一级飞剪执行,保证中间坯最优剪切,降低由于中间坯剪切方式不合理造成的板坯切损,提高轧线成材率,降低生产成本,提高企业效益。
2、本发明采用的技术手段如下:
3、一种热连轧机飞剪切尾耦合自动控制方法,包括:
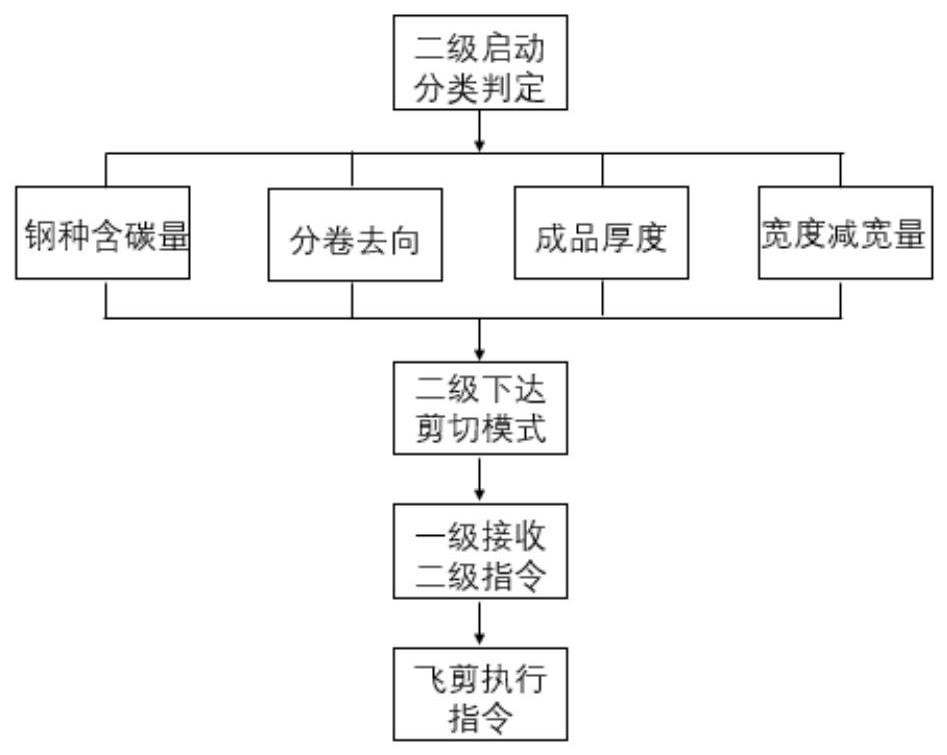
4、s1、将二级控制器通过划分层别与一级飞剪的切头尾装置连通,二级控制器根据判断条件自动设定剪切方式;
5、s2、二级控制器将剪切方式发送至一级飞剪,一级飞剪按照剪切方式进行剪切;
6、s3、一级飞剪通过以太网接收二级控制器发送的剪切方式,自动执行剪切操作。
7、进一步地,所述步骤s1中的判断条件包括钢种含碳量、成品厚度、宽度减宽量、分卷去向,剪切方式包括切头不切尾和切头切尾。
8、进一步地,所述步骤s1中,二级控制器根据判断条件自动设定剪切方式,具体包括:
9、剪切方式一、当轧制中间坯的含碳量wc%≥0.45%时,对含碳量wc%≥0.45%的轧制中间坯的尾部按照检测切尾值进行剪切;
10、剪切方式二、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向分卷平整,成品厚度h≥3.8mm且宽度减宽量△b≤50mm,对轧制中间坯的尾部采取飞剪尾部空过方式,对轧制中间坯的尾部不进行剪切;
11、剪切方式三、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向分卷平整,成品厚度h<3.8mm或宽度减宽量△b>50mm,对轧制中间坯的尾部采取飞剪尾部剪切方式,对轧制中间坯的尾部按照切尾检测值进行剪切;
12、剪切方式四、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向非分卷平整,成品厚度h≥6.0mm且宽度减宽量△b≤30mm,对轧制中间坯的尾部采取飞剪尾部空过方式,对轧制中间坯的尾部不进行剪切;
13、剪切方式五、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向非分卷平整,成品厚度h<6.0mm或宽度减宽量△b>30mm,对轧制中间坯的尾部采取飞剪尾部剪切方式,对轧制中间坯的尾部按照切尾检测值进行剪切。
14、进一步地,所述步骤s2中,一级飞剪按照剪切方式进行剪切,具体包括:
15、当轧制中间坯的含碳量wc%≥0.45%时,一级飞剪执行剪切方式一,一级飞剪对中间坯尾部按照切尾检测值进行剪切;
16、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向分卷平整,成品厚度h≥3.8mm且宽度减宽量△b≤50mm,一级飞剪执行剪切方式二,一级飞剪对中间坯尾部不进行剪切;
17、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向分卷平整,成品厚度h<3.8mm或宽度减宽量△b>50mm,一级飞剪执行剪切方式三,一级飞剪对中间坯尾部按照检测切尾值进行剪切;
18、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向非分卷平整,成品厚度h≥6.0mm且宽度减宽量△b≤30mm,一级飞剪执行剪切方式四,一级飞剪对中间坯尾部不进行剪切;
19、当轧制中间坯的含碳量wc%<0.45%时,钢卷去向非分卷平整,成品厚度h<6.0mm或宽度减宽量△b>30mm,一级飞剪执行剪切方式五,一级飞剪对中间坯尾部按照切尾检测值进行剪切。
20、进一步地,所述步骤s3中,一级飞剪通过以太网接收二级控制器发送的剪切方式,自动执行剪切操作,具体包括:
21、当轧制中间坯到达飞剪尾部剪切位置时,根据接收到的剪切方式自动进行剪切控制。
22、本发明提供了一种存储介质,所述存储介质包括存储的程序,其中,所述程序运行时,执行上述热连轧机飞剪切尾耦合自动控制方法。
23、本发明还提供了一种电子装置,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器通过所述计算机程序运行执行上述热连轧机飞剪切尾耦合自动控制方法。
24、较现有技术相比,本发明具有以下优点:
25、1、本发明提供的热连轧机飞剪切尾耦合自动控制方法,依据宽度减宽量、含碳量、成品厚度、分卷去向等条件对中间坯的剪切方式进行判断,通过二级控制器自动分层别设定剪切模式,一级飞剪执行二级控制器下发的剪切方式,实现最优剪切量。
26、2、本发明提供的热连轧机飞剪切尾耦合自动控制方法,减少由尾部剪切不合理造成的切损,降低热连轧精轧飞剪切损率,提高轧线成材率,通过采用本发明方法,轧线切损率值降低效果显著,由以前的0.62%降低到0.390%,轧线成材率提高0.23%。
27、基于上述理由本发明可在轧钢工艺等领域广泛推广。
技术特征:
1.一种热连轧机飞剪切尾耦合自动控制方法,其特征在于,包括:
2.根据权利要求1所述的热连轧机飞剪切尾耦合自动控制方法,其特征在于,所述步骤s1中的判断条件包括钢种含碳量、成品厚度、宽度减宽量、分卷去向,剪切方式包括切头不切尾和切头切尾。
3.根据权利要求1所述的热连轧机飞剪切尾耦合自动控制方法,其特征在于,所述步骤s1中,二级控制器根据判断条件自动设定剪切方式,具体包括:
4.根据权利要求1所述的热连轧机飞剪切尾耦合自动控制方法,其特征在于,所述步骤s2中,一级飞剪按照剪切方式进行剪切,具体包括:
5.根据权利要求1所述的热连轧机飞剪切尾耦合自动控制方法,其特征在于,所述步骤s3中,一级飞剪通过以太网接收二级控制器发送的剪切方式,自动执行剪切操作,具体包括:
6.一种存储介质,其特征在于,所述存储介质包括存储的程序,其中,所述程序运行时,执行所述权利要求1至5中任一项权利要求所述的热连轧机飞剪切尾耦合自动控制方法。
7.一种电子装置,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,其特征在于,所述处理器通过所述计算机程序运行执行所述权利要求1至5中任一项权利要求所述的热连轧机飞剪切尾耦合自动控制方法。
技术总结
本发明提供一种热连轧机飞剪切尾耦合自动控制方法、存储介质及电子装置。本发明方法,包括:将二级控制器通过划分层别与一级飞剪的切头尾装置连通,二级控制器根据判断条件自动设定剪切方式;二级控制器将剪切方式发送至一级飞剪,一级飞剪按照剪切方式进行剪切;一级飞剪通过以太网接收二级控制器发送的剪切方式,自动执行剪切操作。本发明在保证精轧轧制、卷取卷钢稳定顺行前提下,优化飞剪剪切与控制方式,通过二级飞剪自动设定切尾方式,将切尾方式命令传给一级飞剪执行,保证中间坯最优剪切,降低由于中间坯剪切方式不合理造成的板坯切损,提高轧线成材率,降低生产成本,提高企业效益。
技术研发人员:宋运涛,何士国,王刚,贺亮,王杰,王大伟,王存,李江委,邓鹏钊,苏小利,冯艳斌,刘旺臣
受保护的技术使用者:鞍钢股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!