一种全自动液压切割机的制作方法
本发明涉及切割机,具体是一种全自动液压切割机。
背景技术:
1、随着目前现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割要求也在提升,全自动切割锯的发展必须要适应现代机械加工业发展的要求。
2、现有技术中的液压切割机包括底座,切割机构,除尘罩,接尘斗,液压系统,自动控制系统及主控电路,液压系统分别与切割机构中的夹紧、切割、顶料、卸料机构连接,液压系统及切割机构中的主电机分别与自动控制系统连接,并接入主控电路。但是现有技术中液压切割机实际作业存在一定的缺陷,待切割的工件与切割工具之间在作业时,必然存在一定的相互作用力,从而存在切割震动,影响整体工件的切割作业精度。
技术实现思路
1、本发明的目的在于提供一种全自动液压切割机,以解决现有技术中存在的技术问题。
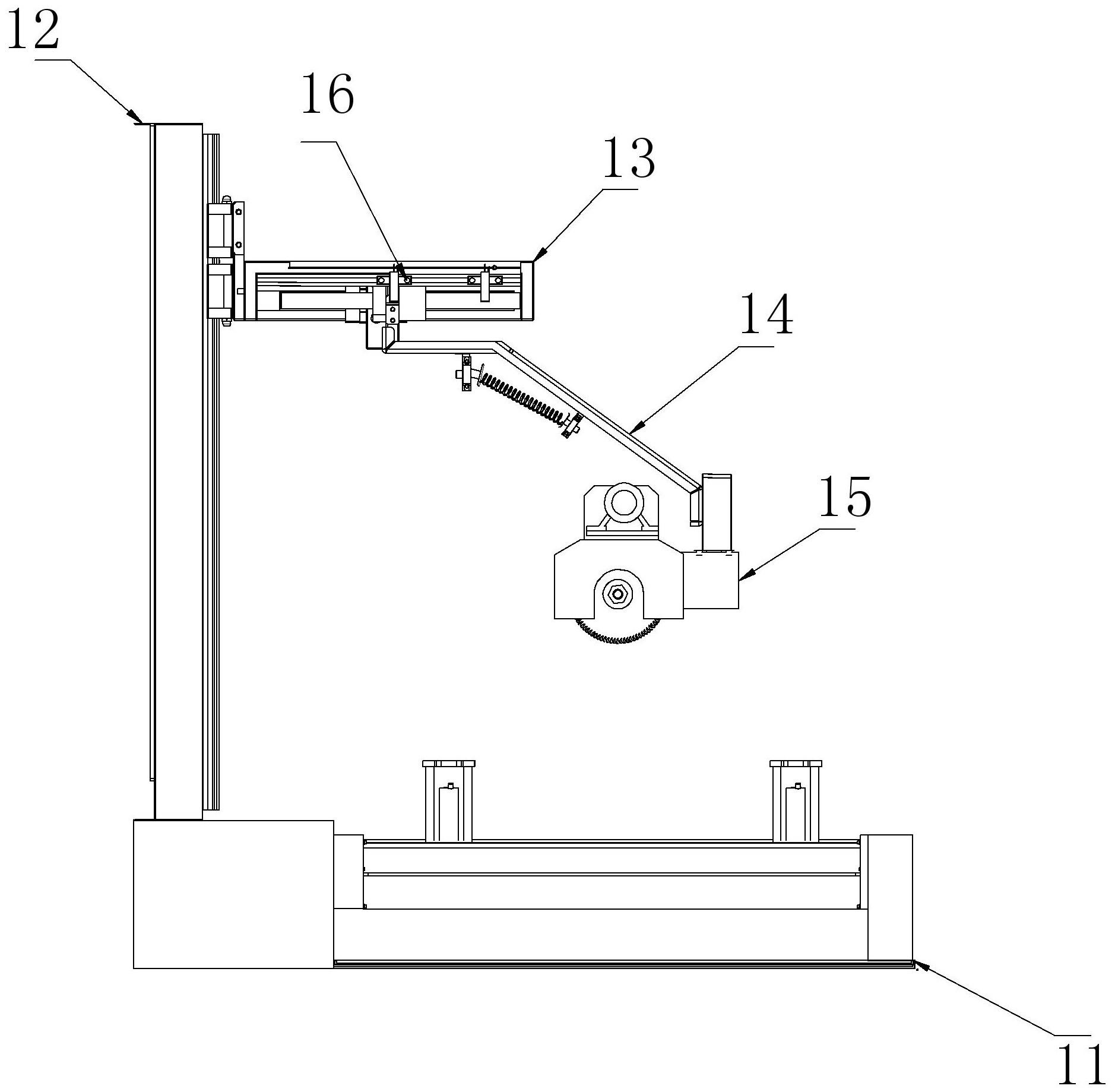
2、为解决上述技术问题,本发明提供的一种全自动液压切割机,包括设备机台、以及安装于设备机台上的设备机架;
3、所述设备机架上安装有位移机组、安装于位移机组上的支撑机臂、以及安装于支撑机臂底部的切割头;所述支撑机臂用以支撑切割头,支撑机臂的安装端设置有位移传感件;
4、所述设备机台包括装载基板、设置于装载基板两端的限位栏、以及安装于装载基板侧沿的滑动轨道,所述滑动轨道上安装有第一压合器件和第二压合器件,所述第一压合器件呈固定安装,所述第二压合器件通过位移机块安装于滑动轨道上,所述位移机块与位移传感件呈光信号对接,以使第二压合器件与支撑机臂呈同步运动。
5、作为本发明进一步的方案:所述位移机组包括呈升降安装于设备机架上的位移机框、设置于位移机框内的移动模组、以及安装于移动模组内的驱动杆件,所述移动模组的底部设置有推动吊架,所述支撑机臂通过安装吊框固定于推动吊架上。
6、作为本发明进一步的方案:所述位移机框的侧沿设置有侧翼板、以及安装于侧翼板上的侧翼轨道,所述位移传感件包括分别安装于侧翼轨道上的固定传感件和活动传感件,所述推动吊架上设置有外翼连接片,所述外翼连接片与活动传感件相连接。
7、作为本发明进一步的方案:所述固定传感件和活动传感件的顶部设置有光感端,所述光感端上设置有若干光感头,固定传感件和活动传感件的光感头之间设置有一一匹配的对接射灯。
8、作为本发明进一步的方案:所述支撑机臂包括主支臂板、设置于主支臂板一端的上支架、以及设置于主支臂板另一端的底支架,所述上支架通过安装吊框与推动吊架固定安装,所述切割头安装于底支架上。
9、作为本发明进一步的方案:所述主支臂板呈拱形结构,主支臂板的底部分别设置有靠近上支架一侧的第一支撑栓、以及靠近底支架一侧的第二支撑栓,所述第一支撑栓与第二支撑栓的内侧均设置有抵触板,抵触板之间设置有若干支撑弹簧。
10、作为本发明进一步的方案:所述位移机块包括连接于滑动轨道与第二压合器件之间的支撑架板,所述支撑架板一端通过固定栓与第二压合器件固定安装,所述滑动轨道内设置有滑动机杆,所述支撑架板的另一端通过滑动卡框安装于滑动轨道上并且与滑动机杆相连接,所述滑动卡框上设置有光感接收器,所述活动传感件的底部设置有下沿射灯,所述下沿射灯与光感接收器相对接。
11、作为本发明进一步的方案:所述第一压合器件和第二压合器件均包括主支框架、安装于主支框架上的电控推动杆、设置于电控推动杆底部的下压块、以及安装于下压块上的压合面板。
12、作为本发明进一步的方案:所述压合面板包括安装于下压块侧沿的侧支板、安装于侧支板上的压合架框、设置于压合架框上的调节槽、以及安装于调节槽上的若干压合机筒,所述压合机筒的筒体通过定位片安装于调节槽内,所述压合机筒的顶端外接有气动接头,压合机筒的底端设置有压合盘。
13、作为本发明再进一步的方案:所述限位栏包括设置于安装于装载基板上的定位边框、设置于定位边框上的限位轨道、以及安装于限位轨道上的定位点,所述定位点上与工件相吻合的盈合槽。
14、采用上述技术方案,本发明具有如下有益效果:
15、本发明提供的全自动液压切割机,以两端的限位栏对工件的待切割端定位;位移机组推动支撑机臂运动,从而带动切割头位移,对工件作切割作业,支撑机臂用以支撑切割头,提高切割时的稳定性;设备机台上还设置有第一压合器件和第二压合器件,第一压合器件和第二压合器件分别形成两个压合点位,用以辅助保证切割作业的稳定性。
16、第二压合器件为活动式安装,并且可沿着滑动轨道而移动,第二压合器件通过位移机块与位移传感件呈光信号对接,从而与位移传感件实时通过光信号定位,滑动轨道则驱动第二压合器件与支撑机臂呈同速率移动,使得第二压合器件实时保持在切割头的附近,始终压合于切割区域的附近,这样使得第一压合器件和第二压合器件之间的压合点连线,随着切割轨迹的延伸而变化,保证对工件的切割区域的定位效果,用以保证作业稳定性,提高作业精度。
技术特征:
1.一种全自动液压切割机,包括设备机台(11)、以及安装于设备机台(11)上的设备机架(12);其特征在于,所述设备机架(12)上安装有位移机组(13)、安装于位移机组(13)上的支撑机臂(14)、以及安装于支撑机臂(14)底部的切割头(15);所述支撑机臂(14)用以支撑切割头(15),支撑机臂(14)的安装端设置有位移传感件(16);
2.根据权利要求1所述的全自动液压切割机,其特征在于,所述位移机组(13)包括呈升降安装于设备机架(12)上的位移机框(31)、设置于位移机框(31)内的移动模组(32)、以及安装于移动模组(32)内的驱动杆件(33),所述移动模组(32)的底部设置有推动吊架(34),所述支撑机臂(14)通过安装吊框(35)固定于推动吊架(34)上。
3.根据权利要求2所述的全自动液压切割机,其特征在于,所述位移机框(31)的侧沿设置有侧翼板(41)、以及安装于侧翼板(41)上的侧翼轨道(42),所述位移传感件(16)包括分别安装于侧翼轨道(42)上的固定传感件(45)和活动传感件(44),所述推动吊架(34)上设置有外翼连接片(46),所述外翼连接片(46)与活动传感件(44)相连接。
4.根据权利要求3所述的全自动液压切割机,其特征在于,所述固定传感件(45)和活动传感件(44)的顶部设置有光感端(47),所述光感端(47)上设置有若干光感头(48),固定传感件(45)和活动传感件(44)的光感头(48)之间设置有一一匹配的对接射灯(49)。
5.根据权利要求2所述的全自动液压切割机,其特征在于,所述支撑机臂(14)包括主支臂板(62)、设置于主支臂板(62)一端的上支架(61)、以及设置于主支臂板(62)另一端的底支架(63),所述上支架(61)通过安装吊框(35)与推动吊架(34)固定安装,所述切割头(15)安装于底支架(63)上。
6.根据权利要求5所述的全自动液压切割机,其特征在于,所述主支臂板(62)呈拱形结构,主支臂板(62)的底部分别设置有靠近上支架(61)一侧的第一支撑栓(64)、以及靠近底支架(63)一侧的第二支撑栓(65),所述第一支撑栓(64)与第二支撑栓(65)的内侧均设置有抵触板(66),抵触板(66)之间设置有若干支撑弹簧(67)。
7.根据权利要求4所述的全自动液压切割机,其特征在于,所述位移机块(23)包括连接于滑动轨道(22)与第二压合器件(24)之间的支撑架板(71),所述支撑架板(71)一端通过固定栓(73)与第二压合器件(24)固定安装,所述滑动轨道(22)内设置有滑动机杆(72),所述支撑架板(71)的另一端通过滑动卡框(75)安装于滑动轨道(22)上并且与滑动机杆(72)相连接,所述滑动卡框(75)上设置有光感接收器(74),所述活动传感件(44)的底部设置有下沿射灯(76),所述下沿射灯(76)与光感接收器(74)相对接。
8.根据权利要求7所述的全自动液压切割机,其特征在于,所述第一压合器件(26)和第二压合器件(24)均包括主支框架(91)、安装于主支框架(91)上的电控推动杆(92)、设置于电控推动杆(92)底部的下压块(93)、以及安装于下压块(93)上的压合面板(94)。
9.根据权利要求8所述的全自动液压切割机,其特征在于,所述压合面板(94)包括安装于下压块(93)侧沿的侧支板(101)、安装于侧支板(101)上的压合架框(102)、设置于压合架框(102)上的调节槽(103)、以及安装于调节槽(103)上的若干压合机筒(104),所述压合机筒(104)的筒体通过定位片(105)安装于调节槽(103)内,所述压合机筒(104)的顶端外接有气动接头(106),压合机筒(104)的底端设置有压合盘(107)。
10.根据权利要求8所述的全自动液压切割机,其特征在于,所述限位栏(25)包括设置于安装于装载基板(21)上的定位边框(81)、设置于定位边框(81)上的限位轨道(82)、以及安装于限位轨道(82)上的定位点(83),所述定位点(83)上与工件相吻合的盈合槽(84)。
技术总结
本发明提供了一种全自动液压切割机,包括设备机台、以及安装于设备机台上的设备机架;设备机架上安装有位移机组、安装于位移机组上的支撑机臂、以及安装于支撑机臂底部的切割头;支撑机臂的安装端设置有位移传感件;设备机台包括装载基板、设置于装载基板两端的限位栏、以及安装于装载基板侧沿的滑动轨道,滑动轨道上安装有第一压合器件和第二压合器件,第一压合器件呈固定安装,第二压合器件通过位移机块安装于滑动轨道上,位移机块与位移传感件呈光信号对接。本发明以第一压合器件和第二压合器件形成两个压合点位,同时第一压合器件和第二压合器件之间的压合点连线,随着切割轨迹的延伸而变化,保证对工件的切割区域的定位效果。
技术研发人员:张智鹏,张俊义,袁玉颖
受保护的技术使用者:泰州骏鹏特种装备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!