一种船舶生产用自动焊接设备的制作方法
本发明属于船舶生产焊接,尤其是涉及一种船舶生产用自动焊接设备。
背景技术:
1、船舶是指能航行或停泊于水域进行运输或作业的交通工具,船舶的外型一般是能够克服流体阻力的流线性包络,其材料随着科技进步不断更新,早期为木、竹、麻等自然材料,目前市场中则多是钢材以及铝、玻璃纤维、亚克力等各种复合材料,而由于船舶本身结构具有一定的流线型,因而船舶的生产通常无法进行船身的一体化生产,需要将不同的船身结构对应焊接从而组装成完整的船舶。
2、然而现有的船舶生产用自动焊接设备在使用时往往还存在以下问题:
3、船舶的焊接首先需要将各种船身结构进行拼接,然后在拼接处将船身结构进行焊接连接,而在各种船身的拼接处会存在一定宽度的焊缝,目前对于存在一定宽度焊缝的焊件通常采用人工手动进行摆焊的方法进行焊接,然而船舶的船身体积和长度尺寸可能较大,手动焊接的方式不仅会增加人力成本,而且对于摆焊方式来说焊接组装的效率相对较低;
4、在焊接过程中需要将焊丝放置在焊缝处,以提供焊件焊接连接的中间材料,然而在自动焊接或半自动焊接中焊丝的输送供给通常需要单独设置驱动源,使得自动焊接设备的联动性降低,同时会增加焊接设备的驱动能耗;
5、另外在二氧化碳气体保护焊接方式中二氧化碳气体的供给在焊接与未焊接时的启闭使用往往较为不便,即在非焊接时可能会产生二氧化碳资源的浪费。
技术实现思路
1、本发明的目的是针对上述背景技术中提出的船舶生产焊接技术问题,提供一种船舶生产用自动焊接设备。
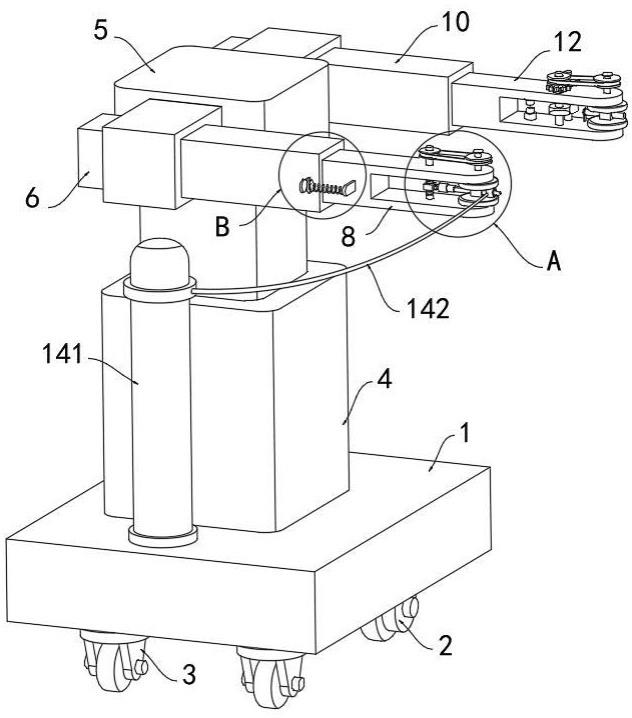
2、为达到上述目的,本发明采用了下列技术方案:一种船舶生产用自动焊接设备,包括移动底座,所述移动底座底部设置有驱动底轮和转向底轮,所述移动底座顶部固定连接有液压升降机,所述液压升降机顶部固定连接有顶座,所述顶座上固定连接有第一活塞筒,所述第一活塞筒内密封滑动连接有第一活塞板,所述第一活塞板上固定连接有第一支撑架,所述第一支撑架上设置有自动摆焊机构;
3、所述自动摆焊机构包括两个第一转动辊、两个第一滚轮、限位框、第一主传动轮、往复螺杆、第一副传动轮、第一传动带和往复摆动组件,两个所述第一转动辊分别转动连接于第一支撑架的顶部和底部,两个所述第一滚轮分别固定连接于两个第一转动辊上,所述限位框转动连接于两个第一转动辊之间,所述第一主传动轮固定连接于上方的第一转动辊顶部,所述往复螺杆转动连接于第一支撑架上,所述第一副传动轮固定连接于往复螺杆顶部,所述第一主传动轮通过第一传动带与第一副传动轮传动连接,所述往复摆动组件设置于往复螺杆上;
4、所述顶座上固定连接有第二活塞筒,所述第二活塞筒内密封滑动连接有第二活塞板,所述第二活塞板上固定连接有第二支撑架,所述第二支撑架上设置有焊丝输送机构,所述移动底座上设置有气体供给机构。
5、进一步,所述往复摆动组件包括螺母、铰接座、伸缩杆和焊枪,所述螺母螺纹连接于往复螺杆上,所述伸缩杆通过铰接座转动连接于螺母上,所述伸缩杆端部固定连接有焊枪,所述焊枪位于限位框内。
6、进一步,所述焊丝输送机构包括两个第二转动辊、两个第二滚轮、连接块、输送软管、第二主传动轮、两个转轴、第二副传动轮和第二传动带,两个所述第二转动辊分别转动连接于第二支撑架的顶部和底部,两个所述第二滚轮分别固定连接于两个第二转动辊上,所述连接块转动连接于两个第二转动辊之间,所述输送软管通过支架固定连接于第二支撑架上,且与连接块固定连接,所述第二主传动轮固定连接于第二转动辊顶部,两个所述转轴转动连接于第二支撑架上,所述第二副传动轮固定连接于其中一个转轴的端部,所述第二主传动轮通过第二传动带与第二副传动轮传动连接。
7、进一步,所述焊丝输送机构还包括两个齿轮、两个输送轮、套筒、卡接套柱和压缩弹簧,两个所述齿轮分别固定连接于两个转轴上,且两个所述齿轮相互啮合,两个所述输送轮分别固定连接于两个转轴上,所述套筒转动连接于第二支撑架上,所述套筒内滑动连接有卡接套柱,所述压缩弹簧设置于套筒内。
8、进一步,所述气体供给机构包括储气罐、通气管、喷嘴、硬质弹簧、第一接电片和第二接电片,所述储气罐固定连接于底座上,所述通气管连通于储气罐上,所述喷嘴固定连接于焊枪端部,所述通气管与喷嘴连通,所述硬质弹簧通过固定块固定连接于第二支撑架上,所述第一接电片固定连接于硬质弹簧端部,所述第二接电片固定连接于第二活塞筒上。
9、进一步,所述第一活塞筒、第二活塞筒内均充有高压气体。
10、进一步,所述输送轮表面设有粗糙涂层。
11、进一步,所述储气罐内部储存有二氧化碳气体,所述通气管、喷嘴均采用耐高温的硅橡胶材质。
12、本发明具有以下优点:
13、本发明中设置自动摆焊机构,在设备移动过程中通过第一滚轮与船舶焊件的贴身转动而带动往复螺杆转动,进而驱动焊枪进行上下往复摆动,使得焊枪能够自动地对船舶焊缝处进行摆焊,避免手动摆焊而增加人工焊接成本,有效提升船舶焊接组装的效率。
14、本发明中设置焊丝输送机构,在设备移动过程中通过第二滚轮产生的转动驱动两个输送轮以相反时针方向转动,从而便于对焊丝进行输送供给,提升了设备自动焊接的联动性,减少焊接设备的驱动能耗。
15、本发明中设置气体供给机构,在焊接时即第一支撑架紧贴船舶焊件移动时,第一支撑架相对第一活塞筒移动并将储气罐的电子气泵通电进行二氧化碳的喷气,相反的在未焊接时将储气罐的电子气泵断电,从而实现二氧化碳气体供给的自动启闭,降低二氧化碳气体资源的浪费。
技术特征:
1.一种船舶生产用自动焊接设备,包括移动底座(1),其特征在于,所述移动底座(1)底部设置有驱动底轮(2)和转向底轮(3),所述移动底座(1)顶部固定连接有液压升降机(4),所述液压升降机(4)顶部固定连接有顶座(5),所述顶座(5)上固定连接有第一活塞筒(6),所述第一活塞筒(6)内密封滑动连接有第一活塞板(7),所述第一活塞板(7)上固定连接有第一支撑架(8),所述第一支撑架(8)上设置有自动摆焊机构(9);
2.根据权利要求1所述的一种船舶生产用自动焊接设备,其特征在于,所述往复摆动组件包括螺母(15)、铰接座(16)、伸缩杆(17)和焊枪(18),所述螺母(15)螺纹连接于往复螺杆(95)上,所述伸缩杆(17)通过铰接座(16)转动连接于螺母(15)上,所述伸缩杆(17)端部固定连接有焊枪(18),所述焊枪(18)位于限位框(93)内。
3.根据权利要求1所述的一种船舶生产用自动焊接设备,其特征在于,所述焊丝输送机构(13)包括两个第二转动辊(131)、两个第二滚轮(132)、连接块(133)、输送软管(134)、第二主传动轮(135)、两个转轴(136)、第二副传动轮(137)和第二传动带(138),两个所述第二转动辊(131)分别转动连接于第二支撑架(12)的顶部和底部,两个所述第二滚轮(132)分别固定连接于两个第二转动辊(131)上,所述连接块(133)转动连接于两个第二转动辊(131)之间,所述输送软管(134)通过支架固定连接于第二支撑架(12)上,且与连接块(133)固定连接,所述第二主传动轮(135)固定连接于第二转动辊(131)顶部,两个所述转轴(136)转动连接于第二支撑架(12)上,所述第二副传动轮(137)固定连接于其中一个转轴(136)的端部,所述第二主传动轮(135)通过第二传动带(138)与第二副传动轮(137)传动连接。
4.根据权利要求3所述的一种船舶生产用自动焊接设备,其特征在于,所述焊丝输送机构(13)还包括两个齿轮(139)、两个输送轮(1310)、套筒(1311)、卡接套柱(1312)和压缩弹簧(1313),两个所述齿轮(139)分别固定连接于两个转轴(136)上,且两个所述齿轮(139)相互啮合,两个所述输送轮(1310)分别固定连接于两个转轴(136)上,所述套筒(1311)转动连接于第二支撑架(12)上,所述套筒(1311)内滑动连接有卡接套柱(1312),所述压缩弹簧(1313)设置于套筒(1311)内。
5.根据权利要求2所述的一种船舶生产用自动焊接设备,其特征在于,所述气体供给机构(14)包括储气罐(141)、通气管(142)、喷嘴(143)、硬质弹簧(144)、第一接电片(145)和第二接电片(146),所述储气罐(141)固定连接于移动底座(1)上,所述通气管(142)连通于储气罐(141)上,所述喷嘴(143)固定连接于焊枪(18)端部,所述通气管(142)与喷嘴(143)连通,所述硬质弹簧(144)通过固定块固定连接于第二支撑架(12)上,所述第一接电片(145)固定连接于硬质弹簧(144)端部,所述第二接电片(146)固定连接于第二活塞筒(10)上。
6.根据权利要求1所述的一种船舶生产用自动焊接设备,其特征在于,所述第一活塞筒(6)、第二活塞筒(10)内均充有高压气体。
7.根据权利要求3所述的一种船舶生产用自动焊接设备,其特征在于,所述输送轮(1310)表面设有粗糙涂层。
8.根据权利要求5所述的一种船舶生产用自动焊接设备,其特征在于,所述储气罐(141)内部储存有二氧化碳气体,所述通气管(142)、喷嘴(143)均采用耐高温的硅橡胶材质。
技术总结
本发明属于船舶生产焊接技术领域,尤其是涉及一种船舶生产用自动焊接设备,包括移动底座,所述移动底座底部设置有驱动底轮和转向底轮,所述移动底座顶部固定连接有液压升降机,所述液压升降机顶部固定连接有顶座,所述顶座上固定连接有第一活塞筒,所述第一活塞筒内密封滑动连接有第一活塞板,所述第一活塞板上固定连接有第一支撑架。本发明可使焊枪自动地对船舶焊缝处进行摆焊,避免手动摆焊而增加人工焊接成本,有效提升船舶焊接组装的效率,同时可驱动两个输送轮以相反时针方向转动,便于焊丝的输送供给,提升设备自动焊接的联动性,并且能够实现二氧化碳气体供给的自动启闭,降低二氧化碳气体资源的浪费。
技术研发人员:蒋立
受保护的技术使用者:南通瑞洲船舶机械制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!