激光振镜切割自覆膜工作台装置及控制方法与流程
本发明涉及卷料激光切割领域,特别涉及激光振镜切割自覆膜工作台装置及控制方法。
背景技术:
1、现有的振镜激光卷料切割机的切割区域采用不锈钢料带或橡胶料带承托待切割的卷料。目前采用的传输带存在几个问题:
2、a.由于不锈钢传输带为金属材质,平整度较好,但振镜射出的激光切割卷料产生的热量容易使不锈钢传输带容易升温,一段时间使用后不锈钢传输带易产生形变,更换费用和成本较高;
3、b.现有的橡胶料带为非金属材质,虽然更换费用和成本较低,但其较易被振镜激光器的发出的二氧化碳激光器出射激光频段的激光烧蚀,寿命较短。
技术实现思路
1、本发明的主要目的在于,克服现有技术的缺陷,提出激光振镜切割自覆膜工作台装置及控制方法,旨在降低激光振镜切割工作台装置传输带的维护成本,提高维护效率。
2、为实现上述目的,本发明提出激光振镜切割自覆膜工作台装置的控制方法,
3、所述控制方法包括如下步骤:
4、确认已获取操作人员输入的安装于机架的放料辊的铜箔膜卷的端头上膜就位工序已完成的就位信息;其中,所述端头上膜就位工序包括将所述铜箔膜卷的端头拉出,经由与放料辊同向安装于机架的传送导向辊组导向牵引至安装于激光振镜切割头下方的橡胶同步传输带的待上膜处,并将所述端头的胶面对位粘设于所述橡胶同步传输带;
5、控制橡胶同步传输带的驱动辊的驱动电机驱动所述橡胶同步传输带绕驱动辊和从动辊运动,以带动所述铜箔膜卷由端部向尾部逐渐粘绕在所述橡胶同步传输带;
6、在检测到所述铜箔膜卷的端部到达预设裁切位置后,控制所述驱动电机停止工作的同时控制安装于所述驱动辊的轴向一侧的伸缩限位配合机构与设于所述驱动辊的辊轴外端的限位件配合以对所述驱动辊止动;
7、控制安装于所述机架的裁切机构裁切所述铜箔膜卷,以使得所述橡胶同步传输带的外周面整周被所述铜箔膜卷粘覆。
8、可选地,所述控制方法在所述控制安装于所述机架的裁切机构裁切所述铜箔膜卷,以使得所述橡胶同步传输带的外周面整周被所述铜箔膜卷粘覆步骤前,还包括如下步骤:
9、获取所述铜箔膜卷上的尾部预裁切线的第一位置信息;
10、获取所述铜箔膜卷的端部边线的第二位置信息;
11、根据所述第一位置信息与所述第二位置信息确定所述铜箔膜卷的错位信息;
12、根据所述错位信息确定调节控制策略;
13、根据所述调节控制策略控制所述传送导向辊组配设有的直线驱动装置运动,驱动所述传送导向辊组在轴向上调节,以使得所述铜箔膜卷上的预裁切线能够与所述铜箔膜卷的端部边线齐平对接。
14、可选地,所述调节控制策略包括:
15、根据所述错位信息以及所述铜箔膜卷的宽度信息确定错位比例;
16、当所述错位比例大于或者等于预设阈值时,确定伸缩调整参数,根据所述伸缩调整参数控制所述直线驱动装置调节所述传送导向辊组。
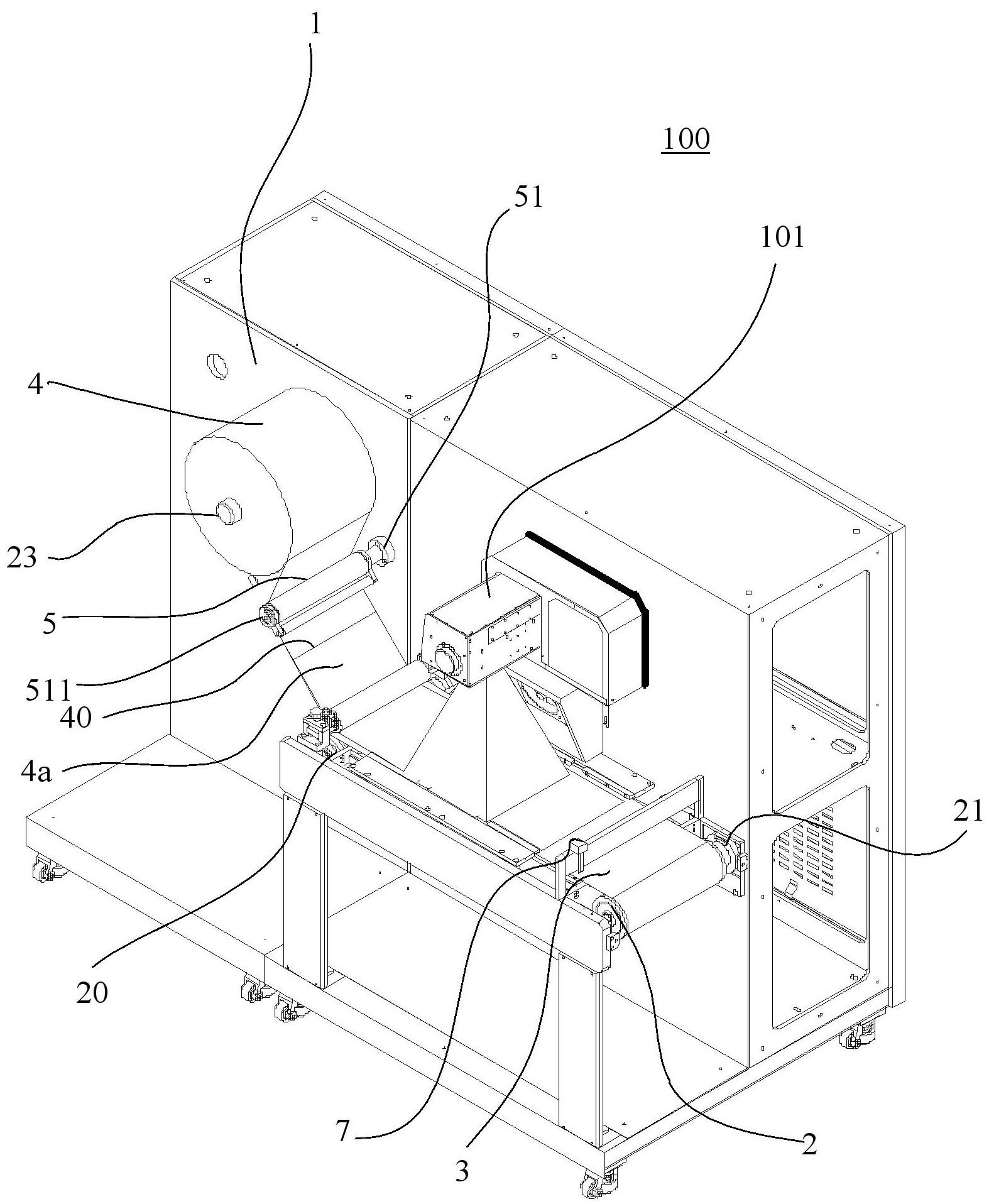
17、为实现上述目的,本发明还提出激光振镜切割自覆膜工作台装置,所述激光振镜切割自覆膜工作台装置包括:
18、机架,具有沿竖平面延伸的安装面;
19、激光振镜切割头,安装于所述安装面的上部;
20、驱动辊,垂直与所述安装面且位于所述激光振镜切割头的下方,所述驱动辊配设有驱动电机;
21、从动辊,与所述驱动辊同向设置于所述安装面;
22、橡胶同步传输带,套设于所述驱动辊和所述从动辊之间形成有供所述激光振镜切割头照射的切割面;
23、铜箔膜卷,通过放料辊安装于所述安装面;
24、传送导向辊组,与所述放料辊同向安装于所述安装面,以将所述铜箔膜卷放料后导向至所述橡胶同步传输带;
25、限位件,设于所述驱动辊的辊轴外端,以及,所述驱动辊的轴向一侧设有与所述限位件限位配合的伸缩限位配合机构;
26、裁切机构,安装于所述机架,且具有沿垂直与所述安装面运动的裁切刀路,裁切所述铜箔膜卷,以使得所述橡胶同步传输带的外周面整周被所述铜箔膜卷粘覆。
27、可选地,所述橡胶同步传输带上开设有第一吸附孔组,所述铜箔膜卷上开设有与所述第一吸附孔组对应的第二吸附孔组;所述橡胶同步传输带上端背侧贴设有开口朝向所述第一吸附孔组设置的喷雾腔装置,及开口朝向所述第一吸附孔组且与所述喷雾腔装置相邻设置的吸附腔装置。
28、可选地,所述第一吸附孔组的孔径大于所述第二吸附孔组的孔径。
29、可选地,所述第一吸附孔组与所述第二吸附孔组的孔径比例为a,其中,1<a<4/3。
30、可选地,所述传送导向辊组配设有直线驱动装置,用以驱动所述传送导向辊组在轴向上调节,所述直线驱动装置设有行程限制件,所述行程限制件用以限定所述直线驱动装置的调节活动行程。
31、可选地,所述铜箔膜卷包括基层和覆胶层,所述铜箔膜卷由多段首尾相连的铜箔段组成,每段所述铜箔段的所述第二吸附孔组相同布设,每段所述铜箔段的首尾长度与所述橡胶同步传输带的外周长相等设置。
32、可选地,各所述铜箔段的首端均设有定位部;所述橡胶同步传输带在所述待上膜处设有定位配合部,用以将所述橡胶同步传输带的所述第一吸附孔组与所述铜箔段上的第二吸附孔组对齐。
33、在本发明提供的技术方案通过操作者完成将铜箔膜卷的端头拉出,经由所述传送导向辊组导向牵引至橡胶同步传输带的待上膜处,且所述铜箔膜卷的端头的胶面对位粘设于所述橡胶同步传输带后向本激光振镜切割自覆膜工作台装置输入的就位信息;控制驱动电机驱动所述橡胶同步传输带运动,以带动所述铜箔膜卷由端部向尾部逐渐粘绕在所述橡胶同步传输带;并在检测到所述铜箔膜卷的端部到达预设裁切位置后,控制所述驱动电机停止工作的同时控制所述伸缩限位配合机构与所述限位件配合以对所述驱动辊止动;控制所述裁切机构裁切所述铜箔膜卷,使得所述橡胶同步传输带的外周面整周被所述铜箔膜卷粘覆。实现的本激光振镜切割自覆膜工作台装置的传输带工作面平整度较好,且不易被激光烧蚀,维护时不用整体更换传输带,只需自动完成铜箔膜卷贴覆即可,维护效率高,维护成本低。
技术特征:
1.激光振镜切割自覆膜工作台装置的控制方法,其特征在于,
2.如权利要求1所述的激光振镜切割自覆膜工作台装置的控制方法,其特征在于,
3.如权利要求2所述的激光振镜切割自覆膜工作台装置的控制方法,其特征在于,所述调节控制策略包括:
4.激光振镜切割自覆膜工作台装置,其特征在于,包括:
5.如权利要求4所述的激光振镜切割自覆膜工作台装置,其特征在于,所述橡胶同步传输带上开设有第一吸附孔组,所述铜箔膜卷上开设有与所述第一吸附孔组对应的第二吸附孔组;所述橡胶同步传输带上端背侧贴设有开口朝向所述第一吸附孔组设置的喷雾腔装置,及开口朝向所述第一吸附孔组且与所述喷雾腔装置相邻设置的吸附腔装置。
6.如权利要求5所述的激光振镜切割自覆膜工作台装置,其特征在于,所述第一吸附孔组的孔径大于所述第二吸附孔组的孔径。
7.如权利要求6所述的激光振镜切割自覆膜工作台装置,其特征在于,所述第一吸附孔组与所述第二吸附孔组的孔径比例为a,其中,1<a<4/3。
8.如权利要求4所述的激光振镜切割自覆膜工作台装置,其特征在于,所述传送导向辊组配设有直线驱动装置,用以驱动所述传送导向辊组在轴向上调节,所述直线驱动装置设有行程限制件,所述行程限制件用以限定所述直线驱动装置的调节活动行程。
9.如权利要求5所述的激光振镜切割自覆膜工作台装置,其特征在于,所述铜箔膜卷包括基层和覆胶层,所述铜箔膜卷由多段首尾相连的铜箔段组成,每段所述铜箔段的所述第二吸附孔组相同布设,每段所述铜箔段的首尾长度与所述橡胶同步传输带的外周长相等设置。
10.如权利要求9所述的激光振镜切割自覆膜工作台装置,其特征在于,各所述铜箔段的首端均设有定位部;所述橡胶同步传输带在所述待上膜处设有定位配合部,用以将所述橡胶同步传输带的所述第一吸附孔组与所述铜箔段上的第二吸附孔组对齐。
技术总结
本发明公开激光振镜切割自覆膜工作台装置及控制方法,所述方法包括如下步骤:确认已获取操作人员输入的铜箔膜卷的端头上膜就位工序已完成的就位信息;端头上膜就位工序包括将铜箔膜卷的端头拉出,经由传送导向辊组导向牵引至橡胶同步传输带的待上膜处,且铜箔膜卷的端头的胶面对位粘设于橡胶同步传输带;控制驱动电机驱动橡胶同步传输带运动带动铜箔膜卷由端部向尾部逐渐粘绕;在检测到铜箔膜卷的端部到达预设裁切位置后,控制驱动电机停止工作的同时控制伸缩限位配合机构与限位件配合以对驱动辊止动;控制裁切机构裁切铜箔膜卷,以使得橡胶同步传输带的外周面整周被铜箔膜卷粘覆,旨在降低激光振镜切割工作台装置的维护成本,提高维护效率。
技术研发人员:梁伟
受保护的技术使用者:武汉金运激光股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!