一种板材激光加热成形的动态装夹装置及方法
本发明涉及机械加工领域,具体涉及一种板材激光加热成形的动态装夹装置及方法。
背景技术:
1、金属板材激光加热成形是一种板材弯曲成形技术,这种板材成形技术依靠激光加热板材时诱导板材产生的不均匀内应力使板材产生塑性变形,进而获得一定的变形量。实验现象显示,在板材激光加热成形时,不仅会产生绕扫描线的弯曲变形,也会产生绕垂直于扫描线方向的弯曲变形,造成板材成形后沿扫描线不同位置变形量不同,板材激光加热成形后的变形不均匀,板材的成形精度较低。
技术实现思路
1、本发明意在提供一种板材激光加热成形的动态装夹装置及方法,以使板材激光加热成形后的变形趋于均匀,提高板材的成形精度。
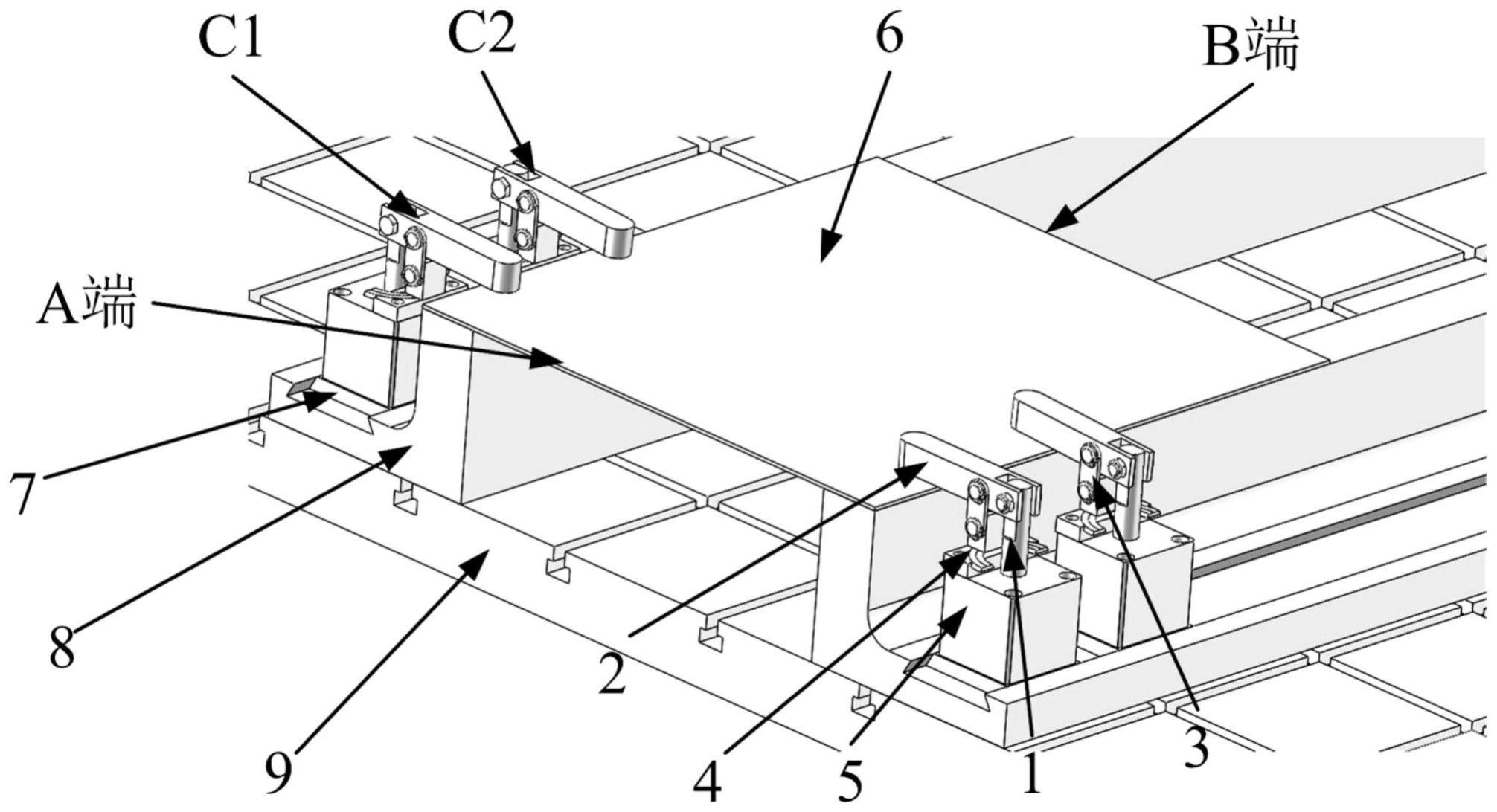
2、为达到上述目的,本发明提供了一种板材激光加热成形的动态装夹装置,包括至少两组夹具组、滑块和夹具底座,所述夹具底座用于放置板材,两组所述夹具组分别为成形夹具组和定位夹具组,所述成形夹具组和定位夹具组用于将板材固定在夹具底座上,所述定位夹具组和成形夹具组均至少包括一组对称设置的夹具单体,板材成形时所述成形夹具组固定板材,板材成形后所述定位夹具组固定板材,所述夹具单体包括气缸、夹子和可旋转固定块,所述夹子一端和气缸的气缸活塞杆连接,所述可旋转固定块与气缸固定连接,所述夹子与可旋转固定块铰接,所述气缸的气缸活塞杆上下移动时使夹子上下移动松开和夹持板材,所述气缸滑动设置在夹具底座上。
3、优选的,作为一种改进,所述成形夹具组位于板材扫描线第一预设距离l板材处,所述定位夹具组位于成形夹具组第二预设距离板材处,所述成形夹具组位于扫描线和定位夹具组之间。
4、优选的,作为一种改进,还包括滑块,所述气缸的气缸缸体固定在滑块上,所述夹具底部上设有燕尾槽,所述滑块滑动设置在燕尾槽中。滑块在燕尾槽中滑动,滑块滑动时带动气缸移动,从而改变夹子在板材上的位置。设置滑块方便移动气缸,同时避免了气缸与夹具底座进行直接接触摩擦,避免气缸受损。
5、优选的,作为一种改进,还包括工作台,所述夹具底座固定在工作台上。设置工作台方便对夹具底座进行固定。
6、优选的,作为一种改进,所述可旋转固定块为t形结构,所述可旋转固定块有可旋转结构,带动夹子绕气缸活塞杆中心线旋转,所述可旋转固定块的水平部固定在气缸上,所述可旋转固定块与夹子的中部铰接。将可旋转固定块设置为可旋转式的,可以带动夹子绕气缸活塞杆中心线旋转,进而可以更方便夹具对成形后的板材进行装夹。
7、优选的,作为一种改进,所述夹具底座包括l形板,所述l形板对称设置,所述l形板方向朝外。l形板方便放置,同时l形板之间形成工作空间,在进行激光成形时l形板可对其外侧的气缸等结构进行防护。
8、为了达到上述目的,本方案还提供了一种板材激光加热成形的动态装夹方法,包括以下步骤:
9、步骤1:将板材两端分为a端和b端,先对a端进行成形,并在a端选定第一条扫描线l11,沿着板材中心方向依次选定扫描线l12~l1n;b端向着板材中心扫描线依次为l21~l2n;距离成形端的最近的夹具组为成形夹具组,另外夹具组则为定位夹具组;
10、步骤2:对第一条扫描线l11进行激光加热成形时,成形夹具组将板材固定在夹具底座上,定位夹具组处于待命状态;待第一条扫描线l11成形结束后,定位夹具组夹持住板材,松开成形夹具组,并将成形夹具组向板材中心方向移动,直至距第二条扫描线l12第一预设距离l位置处,并设置成形夹具组和定位夹具组之间距离为第二预设距离,对第二条扫描线l12进行激光加热成形,重复上述过程;
11、步骤3:待板材a端成形后,对b端进行成形,此时成形夹具组和定位夹具组发生改变,将成形夹具组移动到b端,并在距离b端第一条扫描线l21距离为第一预设距离l处的位置夹紧板材,定位夹具组处于待命状态,并设置成形夹具组和定位夹具组之间距离为第二预设距离;并使用步骤2的扫描方式依次对板材b端进行成形。
12、优选的,作为一种改进,所述l的计算方式为:
13、其中,k=2为系数,p为激光功率(w),d为光斑直径(mm),v为扫描速度(mm/s)。
14、优选的,作为一种改进,成形下一条扫描线时,处于待命的定位夹具组夹紧板材的位置与成形下一条扫描线夹紧板材的成形夹具组之间的间距为8~12mm。
15、本发明为一种动态装夹装置,实际成形结果显示,采用这种动态装夹装置后,由于在靠近成形部位装夹板材,显著限制了板材扫描线部位沿扫描线的收缩变形,进而减小了板材成形后的变形不一致程度,板材的变形不一致程度由采用传统的固定装夹板材端部时的28.1%下降到5.5%。相比于传统的固定式装夹装置,本发明可有效改善板材激光加热成形后的变形不一致现象;同时利用两组夹具组进行夹持,在进行板材成型过程中,始终有一组夹具组对板材进行夹持,避免板材位置发生偏移,无需进行多次调整板材和激光装置的相对位置。
技术特征:
1.一种板材激光加热成形的动态装夹装置,其特征在于:包括至少两组夹具组、滑块和夹具底座,所述夹具底座用于放置板材,两组所述夹具组分别为成形夹具组和定位夹具组,所述成形夹具组和定位夹具组用于将板材固定在夹具底座上,所述定位夹具组和成形夹具组均至少包括一组对称设置的夹具单体,板材成形时所述成形夹具组固定板材,板材成形后所述定位夹具组固定板材,所述夹具单体包括气缸、夹子和可旋转固定块,所述夹子一端和气缸的气缸活塞杆连接,所述可旋转固定块与气缸固定连接,所述夹子与可旋转固定块铰接,所述气缸的气缸活塞杆上下移动时使夹子上下移动松开和夹持板材,所述气缸滑动设置在夹具底座上。
2.根据权利要求1所述的一种板材激光加热成形的动态装夹装置及方法,其特征在于:所述成形夹具组位于板材扫描线第一预设距离l板材处,所述定位夹具组位于成形夹具组第二预设距离板材处,所述成形夹具组位于扫描线和定位夹具组之间。
3.根据权利要求1所述的一种板材激光加热成形的动态装夹装置及方法,其特征在于:还包括滑块,所述气缸的气缸缸体固定在滑块上,所述夹具底部上设有燕尾槽,所述滑块滑动设置在燕尾槽中。
4.根据权利要求1所述的一种板材激光加热成形的动态装夹装置及方法,其特征在于:还包括工作台,所述夹具底座固定在工作台上。
5.根据权利要求1所述的一种板材激光加热成形的动态装夹装置及方法,其特征在于:所述可旋转固定块为t形结构,所述可旋转固定块有可旋转结构,带动夹子绕气缸活塞杆中心线旋转,所述可旋转固定块的水平部固定在气缸上,所述可旋转固定块与夹子的中部铰接。
6.根据权利要求1所述的一种板材激光加热成形的动态装夹装置及方法,其特征在于:所述夹具底座包括l形板,所述l形板对称设置,所述l形板方向朝外。
7.根据权利要求1所述的一种板材激光加热成形的动态装夹方法,包括以下步骤:
8.根据权利要求7所述的一种板材激光加热成形的动态装夹方法,其特征在于:所述l的计算方式为:
9.根据权利要求7所述的一种板材激光加热成形的动态装夹方法,其特征在于:成形下一条扫描线时,处于待命的定位夹具组夹紧板材的位置与成形下一条扫描线夹紧板材的成形夹具组之间的间距为8~12mm。
技术总结
本发明涉及机械加工领域,公开了一种板材激光加热成形的动态装夹装置及方法,装置包括至少两组夹具组、滑块和夹具底座,两组夹具组分别为成形夹具组和定位夹具组,成形夹具组和定位夹具组用于将板材固定在夹具底座上,定位夹具组和成形夹具组均至少包括一组对称设置的夹具单体,夹具单体包括气缸、夹子和可旋转固定块,夹子一端和气缸的气缸活塞杆连接,可旋转固定块与气缸固定连接,夹子与可旋转固定块铰接,气缸的气缸活塞杆上下移动时使夹子上下移动松开和夹持板材,气缸滑动设置在夹具底座上。本发明激光扫描位置不同而装夹位置不同,相比于传统的固定位置装夹方式,这种装夹方法能显著改善金属板材的激光加热弯曲成形精度。
技术研发人员:付守冲,刘瑞芝,付俊伟,王松涛,陈亚利,杨立军,王扬,吕桂志,祝凤金,王传刚,岳振国
受保护的技术使用者:菏泽学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!