一种冷轧半退火带钢加工制造方法、装置及存储介质与流程
本申请涉及冷轧带钢生产领域,尤其涉及一种冷轧半退火带钢加工制造方法、装置及存储介质。
背景技术:
1、目前轻微卡全国年需求量约70万辆,市场需求较大,轻微卡车货柜瓦楞板和货箱侧板、底板材料对热镀锌带钢的成本、板形、性能均有较高要求。
技术实现思路
1、为了解决上述技术问题或者至少部分地解决上述技术问题,本申请提供了一种冷轧半退火带钢加工制造方法、装置及存储介质。
2、第一方面,本申请提供了一种冷轧半退火带钢加工制造方法,所述方法包括步骤:
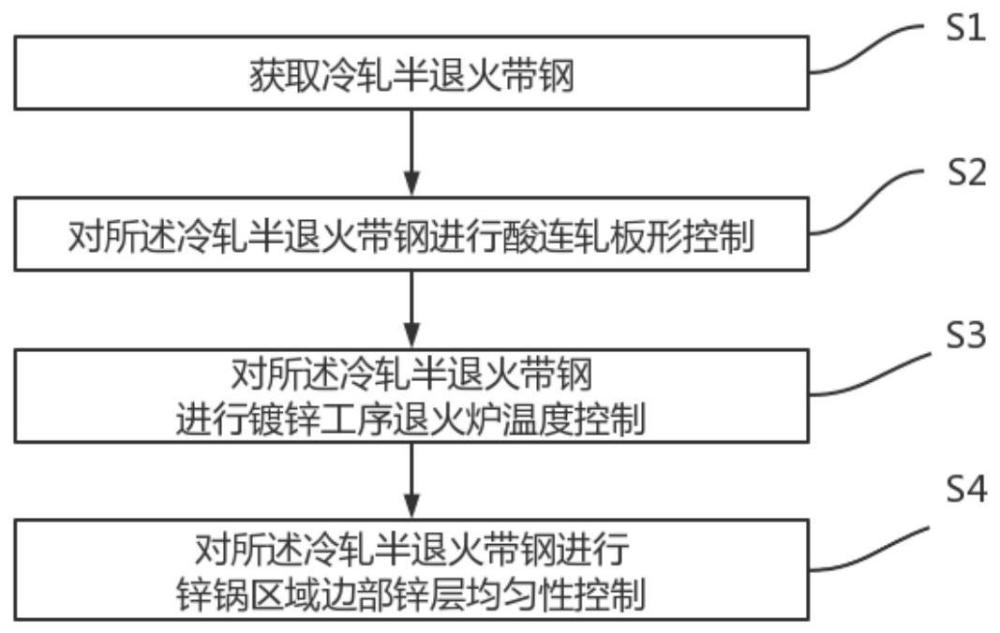
3、获取冷轧半退火带钢;
4、对所述冷轧半退火带钢进行酸连轧板形控制;
5、对所述冷轧半退火带钢进行镀锌工序退火炉温度控制;
6、对所述冷轧半退火带钢进行锌锅区域边部锌层均匀性控制。
7、优选地,所述对所述冷轧半退火带钢进行酸连轧板形控制包括步骤:
8、控制酸连轧板形的板形曲线;
9、减少所述冷轧半退火带钢的边浪;
10、减少所述冷轧半退火带钢的中浪;
11、控制所述冷轧半退火带钢的肋浪。
12、优选地,所述酸连轧板形控制的板形曲线公式为:
13、y=-5x6+x4+5x2+a0;
14、其中。y表示板形曲线幅值,x表示板宽,a0表示常数。
15、优选地,所述边浪的幅值为-5iu。
16、优选地,所述中浪的幅值为-5iu。
17、优选地,所述肋浪的幅值为5iu。
18、优选地,所述对所述冷轧半退火带钢进行镀锌工序退火炉温度控制包括步骤:
19、在气刀区域设置边部挡板;
20、调整所述带钢边部与所述边部挡板的距离;
21、获取锌层曲线;
22、根据所述锌层曲线自动调整所述边部挡板距离所述带钢的上下表面位置。
23、第二方面,本申请提供了一种冷轧半退火带钢加工制造装置,包括:
24、带钢获取模块,用于获取冷轧半退火带钢;
25、板形控制模块,用于对所述冷轧半退火带钢进行酸连轧板形控制;
26、温度控制模块,用于对所述冷轧半退火带钢进行镀锌工序退火炉温度控制;
27、均匀性控制模块,用于对所述冷轧半退火带钢进行锌锅区域边部锌层均匀性控制。
28、第三方面,提供了一种电子设备,所述电子设备包括:
29、至少一个处理器;以及,
30、与所述至少一个处理器通信连接的存储器;其中,
31、所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行前述任一所述冷轧半退火带钢加工制造方法。
32、第四方面,提供了一种非暂态计算机可读存储介质,该非暂态计算机可读存储介质存储计算机指令,该计算机指令用于使该计算机执行前述任一所述冷轧半退火带钢加工制造方法。
33、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
34、本申请提供的一种冷轧半退火带钢加工制造方法、装置及存储介质通过采取以上措施后,成功开发冷轧镀锌半退火带钢光亮板,同时丰富冷成型品种结构。提高了带钢的平直度,减少了零部件焊接过程中的应力集中,建立了基于通卷恒定性能的光整机变延伸率控制技术,提高了头尾性能均匀性。
技术特征:
1.一种冷轧半退火带钢加工制造方法,其特征在于,所述方法包括步骤:
2.根据权利要求1所述的冷轧半退火带钢加工制造方法,其特征在于,所述对所述冷轧半退火带钢进行酸连轧板形控制包括步骤:
3.根据权利要求2所述的冷轧半退火带钢加工制造方法,其特征在于,所述酸连轧板形控制的板形曲线公式为:
4.根据权利要求2所述的冷轧半退火带钢加工制造方法,其特征在于,所述边浪的幅值为-5iu。
5.根据权利要求2所述的冷轧半退火带钢加工制造方法,其特征在于,所述中浪的幅值为-5iu。
6.根据权利要求2所述的冷轧半退火带钢加工制造方法,其特征在于,所述肋浪的幅值为5iu。
7.根据权利要求1所述的冷轧半退火带钢加工制造方法,其特征在于,所述对所述冷轧半退火带钢进行镀锌工序退火炉温度控制包括步骤:
8.一种冷轧半退火带钢加工制造装置,其特征在于,包括:
9.一种电子设备,其特征在于,所述电子设备包括:
10.一种非暂态计算机可读存储介质,该非暂态计算机可读存储介质存储计算机指令,该计算机指令用于使该计算机执行前述任一权利要求1-7所述冷轧半退火带钢加工制造方法。
技术总结
本申请涉及一种冷轧半退火带钢加工制造方法、装置及存储介质,所述方法包括步骤:获取冷轧半退火带钢;对所述冷轧半退火带钢进行酸连轧板形控制;对所述冷轧半退火带钢进行镀锌工序退火炉温度控制;对所述冷轧半退火带钢进行锌锅区域边部锌层均匀性控制。本申请提供的一种冷轧半退火带钢加工制造方法、装置及存储介质通过采取以上措施后,成功开发冷轧镀锌半退火带钢光亮板,同时丰富冷成型品种结构。提高了带钢的平直度,减少了零部件焊接过程中的应力集中,建立了基于通卷恒定性能的光整机变延伸率控制技术,提高了头尾性能均匀性。
技术研发人员:齐海峰,张晓峰,秦宇,张环宇,孙康,郑艳坤,宁媛媛,王柏松,李冉,刘翔宇,车鸿奎
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!