一种超级马氏体不锈钢热轧钢卷生产方法与流程
本发明属于不锈钢生产,具体涉及一种超级马氏体不锈钢热轧钢卷生产方法。
背景技术:
1、马氏体不锈钢是指在淬火状态下具有体心四方晶体结构的一类不锈钢,马氏体不锈钢在淬火状态下具有高硬度、高强度和高耐磨性,同时具有中等程度的耐腐蚀性能和良好的耐热性,被广泛应用于航空航天、阀门和刀具等领域。超级马氏体不锈钢是一系列低碳和超低碳马氏体不锈钢的统称。超级马氏体不锈钢在具有低碳含量的同时,增加了一定量的镍及其它合金元素,以使其在高温时具有奥氏体相从而在快速冷却之后形成马氏体组织。与传统的中高碳马氏体不锈钢相比,回火后的超级马氏体不锈钢由板条马氏体和逆变奥氏体组成,这种组织在具有较高强度的同时还拥有优异的韧性、焊接性能和耐腐蚀性能,被广泛应用于水轮发电机叶片、船用螺旋桨及压缩机膜片等领域。
2、超级马氏体不锈钢在高温下会生成高温铁素体,若热轧参数控制不当,使高温下的高温铁素体含量增加过多,则会恶化材料的热塑性。此外,与传统马氏体不锈钢相比,超级马氏体不锈钢含有较多的ni、cr和mo等元素,这一方面会降低材料的导热性,另一方面容易在低温时析出脆性相,从而破坏材料的热加工性能。
3、超级马氏体不锈钢热轧钢板主要采用单机架可逆式轧机进行轧制,这种生产方式不仅生产效率低、能耗大、污染重、成本高,而且批次间的质量不易稳定控制。特别是对于薄规格钢板,需要进行多火轧制,这不但延长了生产周期,而且使钢板的平直度及表面质量难以得到控制,从而限制了对超级马氏体不锈钢薄规格产品有潜在需求的行业的发展。因而,超级马氏体不锈钢热轧钢板的生产工艺逐渐淡出,转而寻求超级马氏体不锈钢热轧钢卷的生产工艺开发,开发超级马氏体不锈钢热轧钢卷不仅符合目前所提倡的钢材节约型发展趋势,而且对于不锈钢领域的技术进步及产品结构的优化调整均具有重要意义。但是,现有技术中,超级马氏体不锈钢热轧钢卷的生产工艺技术尚属于空白领域。
技术实现思路
1、为解决上述现有技术中存在的技术问题,本发明提供一种超级马氏体不锈钢热轧钢卷生产方法,包括以下步骤:
2、步骤1、连铸坯加热,其中,总在炉时间控制为190~240分钟,并且:
3、在连铸坯加热的预热段,加热温度控制为500~550℃,保温时间控制为50~70分钟;
4、在连铸坯加热的第一加热段,加热温度控制为1000~1100℃,保温时间控制为50~70分钟;
5、在连铸坯加热的第二加热段:加热温度控制为1150~1230℃,保温时间控制为30~50分钟;
6、在连铸坯加热的均热段,加热温度控制为1200~1240℃,保温时间控制为30~50分钟;
7、步骤2、粗轧,其中,粗轧开轧温度控制为1150~1200℃,粗轧出口温度控制为1050~1100℃,采用5道次往复轧制,轧至钢板厚度为25~35mm;
8、步骤3、精轧,其中,精轧开轧温度控制为1000~1050℃,精轧终轧温度控制为950~1000℃,采用连续轧制方法进行轧制,轧至3~10mm的成品板材厚度;
9、步骤4、卷取,其中,将精轧后成品板材投入层流冷却,卷取温度控制为650~750℃,卷取得到成品热轧钢卷,然后空冷至室温。
10、作为一种实施方式,在上述超级马氏体不锈钢热轧钢卷生产方法中,所述连铸坯通过转炉→vod炉→lf炉→板坯连铸→铸坯退火→铸坯修磨的工艺流程制备而成。
11、作为一种实施方式,在上述超级马氏体不锈钢热轧钢卷生产方法中,在所述步骤1中,在步进式加热炉中进行连铸坯加热。
12、作为一种实施方式,在上述超级马氏体不锈钢热轧钢卷生产方法中,在所述步骤2中,采用1个机架的粗轧机进行粗轧。
13、作为一种实施方式,在上述超级马氏体不锈钢热轧钢卷生产方法中,在所述步骤3中,采用7个机架的精轧机组进行精轧。
14、作为一种实施方式,在上述超级马氏体不锈钢热轧钢卷生产方法中,所述超级马氏体不锈钢的化学成分范围按质量百分比为:c≤0.030%、si≤1.00%、mn≤1.00%、p≤0.045%、s≤0.030%、cr:14.00~16.00%、ni:4.50~6.00%,余量为fe和杂质。
15、本发明的超级马氏体不锈钢热轧钢卷生产方法具有如下优点和有益效果:
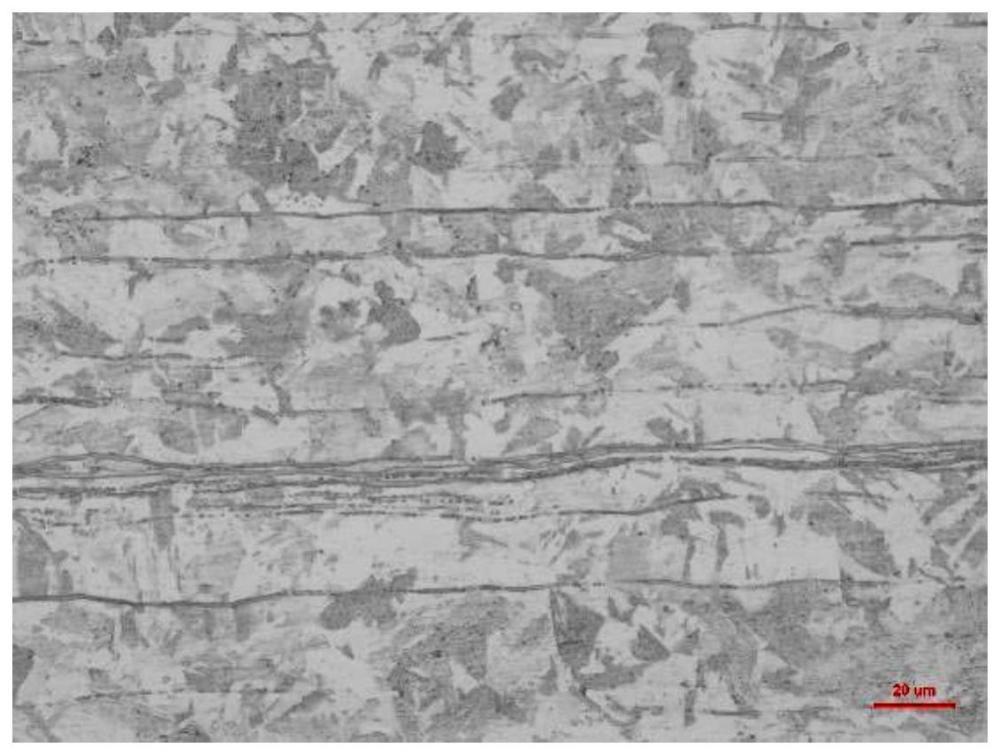
16、采用本发明生产制得的超级马氏体不锈钢热轧钢卷具有良好的表面质量,无边部裂纹缺陷,热轧钢板的显微组织由板条马氏体、残余奥氏体及少量的高温铁素体组成,没有有害析出相,具有较好的塑韧性,在之后的退火、冷轧等生产过程中未出现断带现象,由此实现了超级马氏体不锈钢热轧钢卷的批量化、稳定化及高效化的生产,填补了超级马氏体不锈钢热连轧技术领域的空白,为不锈钢的技术进步及产品结构优化提供了有力的技术支撑。
技术特征:
1.一种超级马氏体不锈钢热轧钢卷生产方法,其特征在于,包括以下步骤:
2.如权利要求1所述的超级马氏体不锈钢热轧钢卷生产方法,其特征在于,所述连铸坯通过转炉→vod炉→lf炉→板坯连铸→铸坯退火→铸坯修磨的工艺流程制备而成。
3.如权利要求1所述的超级马氏体不锈钢热轧钢卷生产方法,其特征在于,在所述步骤1中,在步进式加热炉中进行连铸坯加热。
4.如权利要求1所述的超级马氏体不锈钢热轧钢卷生产方法,其特征在于,在所述步骤2中,采用1个机架的粗轧机进行粗轧。
5.如权利要求1所述的超级马氏体不锈钢热轧钢卷生产方法,其特征在于,在所述步骤3中,采用7个机架的精轧机组进行精轧。
6.如权利要求1至5中任一项所述的超级马氏体不锈钢热轧钢卷生产方法,其特征在于,所述超级马氏体不锈钢的化学成分范围按质量百分比为:c≤0.030%、si≤1.00%、mn≤1.00%、p≤0.045%、s≤0.030%、cr:14.00~16.00%、ni:4.50~6.00%,余量为fe和杂质。
技术总结
本发明公开了一种超级马氏体不锈钢热轧钢卷生产方法,连铸坯经加热、粗轧、精轧、卷取后制得超级马氏体不锈钢热轧钢卷,其中:在连铸坯加热步骤,预热段加热温度为500~550℃、保温时间为50~70分钟,第一加热段加热温度为1000~1100℃、保温时间为50~70分钟,第二加热段加热温度为1150~1230℃、保温时间为30~50分钟,均热段加热温度为1200~1240℃、保温时间为30~50分钟;粗轧开轧温度为1150~1200℃,粗轧出口温度为1050~1100℃;精轧开轧温度为1000~1050℃,精轧终轧温度为950~1000℃;卷取温度为650~750℃,卷取后空冷至室温。采用本发明生产的超级马氏体不锈钢热轧钢卷具有良好的表面质量,无边部裂纹缺陷,具有较好的塑韧性,在后续生产时未出现断带现象。
技术研发人员:李筱,卫争艳,杨永超,张剑桥,罗刚,赵子钧,宋岩
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!