后纵梁焊接线的制作方法
本发明属于后纵梁焊接设备,具体涉及一种后纵梁焊接线。
背景技术:
1、后纵梁是汽车车身承载系统的重要支撑部件,主要由多个钣金件组件,在生产过程中,多个钣金件通常通过焊接组装在一起,并且每两个钣金件焊接时均是单独的一个工序。现有技术中,为提高效率每次焊接均在对应的一个工位进行,在相邻工位之间则通过带有抓手的转运机器人实现工件的转运,同时在每个工位还需要设置一个带有焊枪的焊接机器人,即每相邻两个工位需要配备三个机器人,此使得整体成本高。
技术实现思路
1、本发明拟提供一种后纵梁焊接线,在实现后纵梁的多次焊接时,能有效减少机器人的数量,从而减低成本。
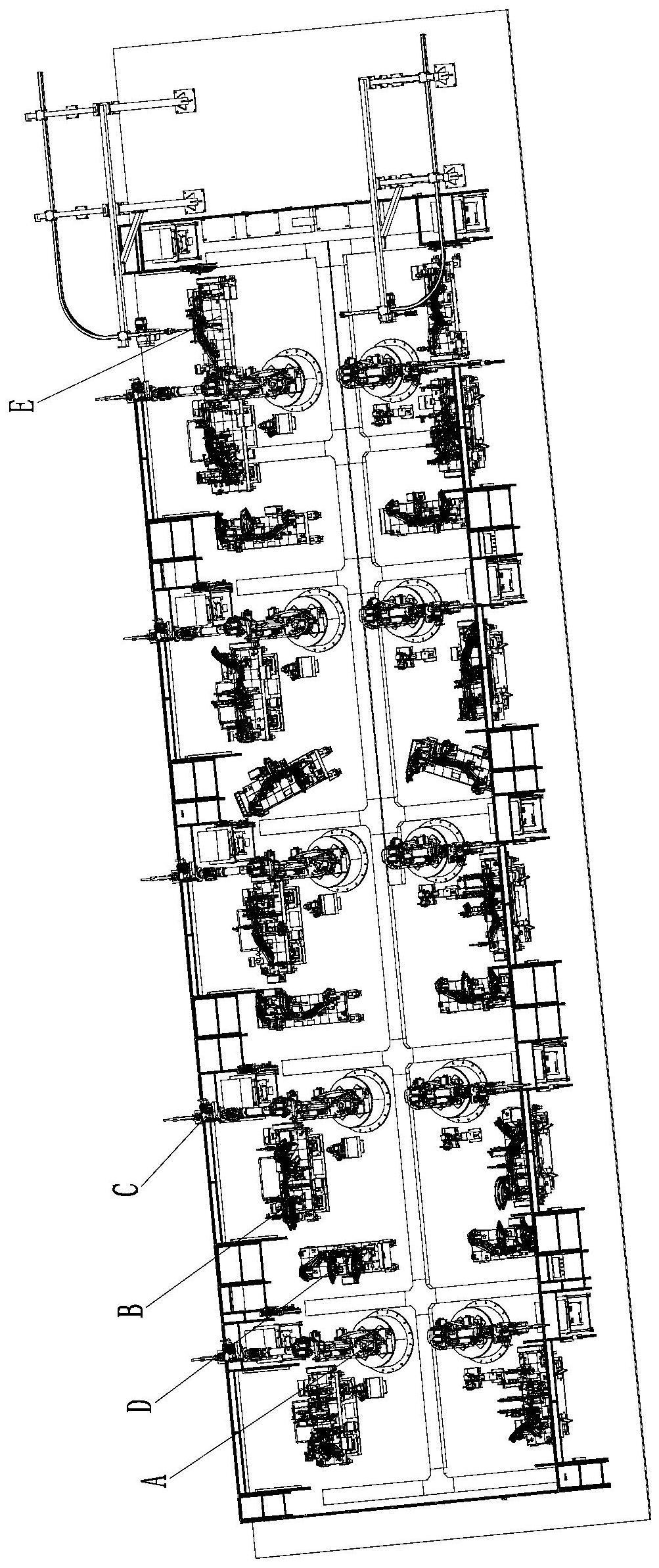
2、为此,本发明所采用的技术方案为:一种后纵梁焊接线,包括左右依次并排设置的首焊接工位、中间焊接工位和尾焊接工位,所述中间焊接工位至少设置有一个,所述首焊接工位、中间焊接工位和尾焊接工位内均设置有焊接转运机器人和上料车,所述焊接转运机器人设置在对应工位的右侧,所述焊接转运机器人上设置有用于实现后纵梁焊接和转运的焊接抓手,所述上料车设置在对应工位后侧且位于焊接转运机器人的左侧,所述中间焊接工位和尾焊接工位的左侧均设置有用于放置上一工位焊接完成后的中间放置台,所述尾焊接工位的右侧还设置有位于焊接转运机器人后侧且用于焊接完成后的后纵梁放置台。
3、作为上述方案中的优选,所述焊接抓手包括焊枪,所述焊枪的顶部设置有用于将焊接抓手安装在焊接转运机器人上的安装板,所述焊枪的侧壁设置有安装座,所述安装座的侧面设置有前后延伸的安装梁,所述安装梁上设置有用于夹紧待转运工件的转运夹紧组件和用于待转运工件定位的转运定位组件。
4、进一步优选,所述转运夹紧组件设置有两个,其中一个设置在安装梁的后侧,另一个设置在安装梁的前侧;所述转运定位组件设置有两个,其中一个设置在安装梁的中部,另一个设置在前侧转运夹紧组件上。
5、进一步优选,所所述转运夹紧组件包括转运夹紧座和转运夹紧缸,所述转运夹紧座设置在安装梁上,所述转运夹紧缸设置在转运夹紧座上,所述转运夹紧缸的夹紧头上设置有转运压块,所述转运夹紧座上设置有与转运压块对应的支撑块,位于安装梁前侧的转运夹紧组件内的转运压块左右相对设置有两块,且呈“l”字型。
6、进一步优选,所述转运定位组件包括转运定位销和转运定位销支架,前侧的转运定位销通过对应的转运定位销支架设置在转运夹紧座上,中部的转运定位销通过对应的转运定位销支架设置在安装梁上。
7、进一步优选,所述安装梁上还通过对应的转运检测支架设置有两组用于检测是否有待转运工件的转运检测传感器,所述安装梁上设置有若干个减重孔,所述安装梁与安装座之间设置有加强板。
8、进一步优选,所述上料车、中间放置台和后纵梁放置台内均设置有用于固定对应零件的固定夹紧组件、用于实现对应零件定位的固定定位组件和用于检测是否有对应工件放入固定检测传感器,且固定夹紧组件和固定定位组件的位置和数量均根据对应零件设置,所述固定夹紧组件和固定定位组件均设置在工作台上。
9、进一步优选,所述固定夹紧组件包括固定垫块和固定压块,所述固定垫块通过固定座设置在对应的工作台上,所述固定压块设置在固定压紧缸的压紧头上,所述固定压紧缸通过固定气缸座设置在对应的工作台上,当固定压紧缸工作时,刚好将固定压块移动到固定垫块的上方。
10、进一步优选,所述固定定位组件包括固定定位销,部分固定定位销通过固定定位座设置在对应的工作台上,部分固定定位销通过固定定位销支架设置在固定座或固定气缸座上。
11、进一步优选,所述首焊接工位、中间焊接工位和尾焊接工位内均设置有用于固定上料车的固定组件,所述上料车上对应固定组件位置处设置有能伸入到固定组件的导向块。
12、本发明的有益效果:
13、1)通过焊接机器人、上料车、中间放置台、后纵梁放置台、焊接抓手的设置,使得本申请能完成后纵梁的焊接工作,同时整个焊接线的结构简单。
14、2)在焊接机器人上设置有能实现后纵梁焊接和转运的焊接抓手,使得焊接机器人不仅能实现工件的转运,还能实现工件的焊接,再通过本申请的布置,使得焊接机器人即能实现对应工位的焊接,又能实现零件在两个相邻工位的转运,因此不需要单独设置转运机器人,从而能有效降低成本。
技术特征:
1.一种后纵梁焊接线,其特征在于:包括左右依次并排设置的首焊接工位、中间焊接工位和尾焊接工位,所述中间焊接工位至少设置有一个,所述首焊接工位、中间焊接工位和尾焊接工位内均设置有焊接转运机器人(a)和上料车(b),所述焊接转运机器人(a)设置在对应工位的右侧,所述焊接转运机器人(a)上设置有用于实现后纵梁焊接和转运的焊接抓手(c),所述上料车(b)设置在对应工位后侧且位于焊接转运机器人(a)的左侧,所述中间焊接工位和尾焊接工位的左侧均设置有用于放置上一工位焊接完成后的中间放置台(d),所述尾焊接工位的右侧还设置有位于焊接转运机器人(a)后侧且用于焊接完成后的后纵梁放置台(e)。
2.根据权利要求1中所述的后纵梁焊接线,其特征在于:所述焊接抓手(c)包括焊枪(1),所述焊枪(1)的顶部设置有用于将焊接抓手安装在焊接转运机器人上的安装板(2),所述焊枪(1)的侧壁设置有安装座(3),所述安装座(3)的侧面设置有前后延伸的安装梁(4),所述安装梁(4)上设置有用于夹紧待转运工件的转运夹紧组件和用于待转运工件定位的转运定位组件。
3.根据权利要求2中所述的后纵梁焊接线,其特征在于:所述转运夹紧组件设置有两个,其中一个设置在安装梁(4)的后侧,另一个设置在安装梁(4)的前侧;所述转运定位组件设置有两个,其中一个设置在安装梁(4)的中部,另一个设置在前侧转运夹紧组件上。
4.根据权利要求3中所述的后纵梁焊接线,其特征在于:所述转运夹紧组件包括转运夹紧座(5)和转运夹紧缸(6),所述转运夹紧座(5)设置在安装梁(4)上,所述转运夹紧缸(6)设置在转运夹紧座(5)上,所述转运夹紧缸(5)的夹紧头上设置有转运压块(7),所述转运夹紧座(5)上设置有与转运压块(7)对应的支撑块(8),位于安装梁(4)前侧的转运夹紧组件内的转运压块(7)左右相对设置有两块,且呈“l”字型。
5.根据权利要求4中所述的后纵梁焊接线,其特征在于:所述转运定位组件包括转运定位销(9)和转运定位销支架(10),前侧的转运定位销(9)通过对应的转运定位销支架(10)设置在转运夹紧座(5)上,中部的转运定位销(9)通过对应的转运定位销支架(10)设置在安装梁(4)上。
6.根据权利要求1中所述的后纵梁焊接线,其特征在于:所述安装梁(4)上还通过对应的转运检测支架(11)设置有两组用于检测是否有待转运工件的转运检测传感器(12),所述安装梁(4)上设置有若干个减重孔,所述安装梁(4)与安装座(3)之间设置有加强板。
7.根据权利要求1中所述的后纵梁焊接线,其特征在于:所述上料车(b)、中间放置台(d)和后纵梁放置台(e)内均设置有用于固定对应零件的固定夹紧组件、用于实现对应零件定位的固定定位组件和用于检测是否有对应工件放入固定检测传感器,且固定夹紧组件和固定定位组件的位置和数量均根据对应零件设置,所述固定夹紧组件和固定定位组件均设置在工作台(13)上。
8.根据权利要求7中所述的后纵梁焊接线,其特征在于:所述固定夹紧组件包括固定垫块(14)和固定压块(15),所述固定垫块(14)通过固定座(16)设置在对应的工作台(13)上,所述固定压块(15)设置在固定压紧缸(17)的压紧头上,所述固定压紧缸(17)通过固定气缸座(18)设置在对应的工作台(13)上,当固定压紧缸(17)工作时,刚好将固定压块(15)移动到固定垫块(14)的上方。
9.根据权利要求8中所述的后纵梁焊接线,其特征在于:所述固定定位组件包括固定定位销(19),部分固定定位销(19)通过固定定位座(20)设置在对应的工作台上,部分固定定位销(19)通过固定定位销支架(21)设置在固定座(16)或固定气缸座(18)上。
10.根据权利要求1中所述的后纵梁焊接线,其特征在于:所述首焊接工位、中间焊接工位和尾焊接工位内均设置有用于固定上料车的固定组件,所述上料车上对应固定组件位置处设置有能伸入到固定组件的导向块(22)。
技术总结
本发明公开了一种后纵梁焊接线,包括左右依次并排设置的首焊接工位、中间焊接工位和尾焊接工位,所述中间焊接工位至少设置有一个,所述首焊接工位、中间焊接工位和尾焊接工位内均设置有焊接转运机器人和上料车,所述焊接转运机器人设置在对应工位的右侧,所述焊接转运机器人上设置有用于实现后纵梁焊接和转运的焊接抓手,所述上料车设置在对应工位后侧且位于焊接转运机器人的左侧,所述中间焊接工位和尾焊接工位的左侧均设置有用于放置上一工位焊接完成后的中间放置台,所述尾焊接工位的右侧还设置有位于焊接转运机器人后侧且用于焊接完成后的后纵梁放置台。在实现后纵梁的多次焊接时,能有效减少机器人的数量,从而减低成本。
技术研发人员:杨航
受保护的技术使用者:重庆斯睿机器人科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!