导管焊接柔性定位工装、定位设计方法及定位装配方法与流程
本发明属于柔性工装设计,具体涉及一种导管焊接柔性定位工装、定位设计方法及定位装配方法。
背景技术:
1、导管是飞机动力系统中重要的组成部分,并且在飞机动力系统中应用的数量非常大。由于导管的形状、规格各不相同,在导管的加工过程中所需要的工装的数量也非常多,因此导管加工工装的快速设计以及制造成为约束飞机能够按时交付的一个重要环节,也是衡量企业对产业链支撑能力的重要评价指标。
2、目前,针对导管的加工工装通常采用拼装工装,如图1所示,这种拼装工装通常是为加工单件零件所设计的专用工装,为了能够承受一定的加工作用力,工装各个部件之间的刚性设计比较强,导致工装整体重量较大,柔性调节空间小,通用性较差,难以满足导管柔性定位装配、装夹的需求,难以满足不同规格导管加工工装的快速设计及响应,也难以适用于工装的智能化设计需求。
技术实现思路
1、本发明的目的在于提供一种导管焊接柔性定位工装、定位设计方法及定位装配方法,以实现不同规格导管焊接的柔性定位装配以及工装柔性定位装配的智能化设计。
2、本发明通过下述技术方案实现:
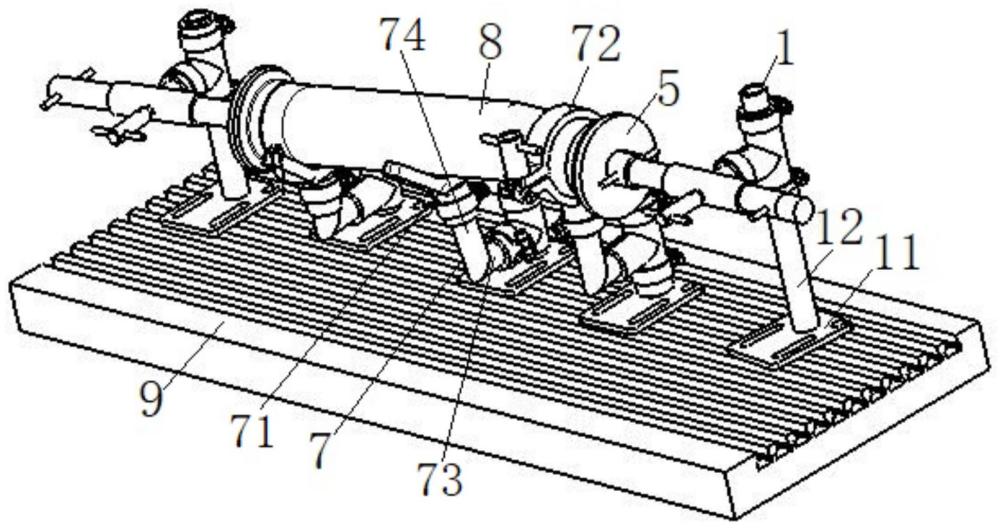
3、导管焊接柔性定位工装,包括柔性连接组件,所述柔性连接组件包括支撑件和第一连接件;
4、所述支撑件包括支撑座和设置在支撑座上的支撑杆;
5、所述第一连接件包括第一固定部和第一连接部,所述第一固定部能够套设到支撑杆上与支撑杆之间插接配合连接,所述第一固定部上在至少一端的端部设置有第一弹性开口,所述第一固定部通过设置在第一弹性开口位置上的卡箍与支撑杆之间固定连接,所述第一连接部一端与第一固定部连接,另一端朝向与第一固定部不同的方向上设置。
6、在一些实施例中,所述第一连接部与第一固定部之间相互垂直设置。
7、在一些实施例中,还包括用于对导管接头定位的接头定位组件,所述接头定位组件包括第二连接件和连接轴;
8、所述第二连接件包括第二连接部和第三连接部,所述第二连接部与第一连接部之间插接配合连接,位于第二连接部或第三连接部端部设置有第二弹性开口,所述第一连接部与第二连接部之间通过设置在第二弹性开口位置上的卡箍固定连接,所述第三连接部与第二连接部一端连接,所述第二连接部与第三连接部分别朝向不同的方向上设置;
9、所述连接轴与第三连接件之间插接配合连接。
10、在一些实施例中,所述第二连接部与第三连接部相互垂直设置。
11、在一些实施例中,所述第三连接件与连接轴之间通过插件件固定连接。
12、在一些实施例中,还包括第一定位接头,所述第一定位接头包括第二固定部和与导管接头配合的接头定位部,所述第二固定部与连接轴一端插接配合,所述第二固定部一端设置有第三弹性开口,所述第二固定部与连接轴之间通过设置在第三弹性开口位置上的卡箍固定连接。
13、在一些实施例中,还包括用于对导管定位的导管定位组件,所述导管定位组件包括第三连接件;
14、所述第三连接件包括能够与第一连接部插接配合的第四连接部和用于连接第二定位接头的第五连接部,所述第二定位接头与第五连接部之间插接配合连接,所述第四连接部与第五连接部分别朝向不同的方向上设置。
15、另一方面,本申请还提供一种基于所述导管焊接柔性定位工装的导管焊接柔性定位设计方法,包括以下步骤:
16、建立零件数据库,所述零件数据库包括导管接头的数据模型;
17、建立柔性定位工装样本库,所述柔性定位工装样本库包括支撑件、第一连接件、第二连接件、连接轴、第三连接件、第一定位接头、第二定位接头的数据模型;
18、根据零件参数将零件数据库中的数据模型与柔性定位工装样本库中的数据模型进行关联;
19、在柔性定位工装样本库中获取与待定位零件关联的数据模型,并获取待定位零件的定位装配坐标系,以定位装配坐标系为基准,对在柔性定位工装样本库中获取的数据模型进行设计、装配。
20、另一方面,本申请还提供一种基于所述导管焊接柔性定位工装的导管焊接柔性定位装配方法,包括以下步骤:
21、将卡箍分别安装到第一连接件、第二连接件、第三连接件、第一定位接头、第二定位接头上,并将卡箍进行预紧;
22、将第一连接件安装到支撑杆上,将第二连接件安装到第一连接件,将连接轴连接到第二连接件上,然后将第一定位接头安装到连接轴上,形成导管接头柔性定位工装,将两组导管接头柔性定位工装分别安装到工装底座上;调整第一连接件在支撑杆上的竖直方向安装位置以及安装角度,对第一定位接头的z向坐标及朝向进行调整;调整第二连接件的水平方向安装位置及安装角度,对第一定位接头的y向坐标及朝向进行调整,在调整到位后,将导管接头柔性定位工装在工装底座上进行固定;
23、将第一连接件安装到支撑杆上,将第三连接件安装到第一连接件上,将第二定位接头安装到第三连接件上,形成导管柔性定位工装,将导管柔性定位工装安装到工装底座上;调整第一连接件在支撑杆上的竖直方向安装位置以及安装角度,对第二定位接头的z向坐标及朝向进行调整;调整第三连接件的水平方向安装位置及安装角度,对第二定位接头的y向坐标及朝向进行调整,在调整到位后,将导管柔性定位工装在工装底座上进行固定;
24、对第一连接件、第二连接件、第三连接件、第一定位接头、第二定位接头的位置以及角度进行精调,在调整到位后,将卡箍锁紧。
25、本发明与现有技术相比,具有以下优点及有益效果:
26、本发明工装采用柔性化连接设计,各部件之间可实现柔性调节,各部件之间的连接采用抱箍等标准件结构形式,使工装不仅能够适用于对不同规格、型号导管的定位,使其具有很好的柔性和通用性,而且整个工装的设计过程受导管规格、型号的影响较小,从而使实现导管焊接柔性定位工装的智能化设计成为可能,工装的智能化设计实现更加方便,能够满足同一型号、不同型号飞机导管焊接工装的快速设计、制造的需求。
27、本发明工装基于其柔性调节能力,能够根据导管焊接中存在的质量问题快速调整工装的定位装配状态,实现对质量问题的快速修复,减小工装装配质量对导管焊接所造成的影响,并且能够方便对导管焊接质量的溯源管理。
28、本发明基于零件样本库和工装样本库,能够根据导管型号、规格对所需工装的规格和数量进行快速量化分析,从而实现对导管工装设计任务能力的快速分析和评估,并能够很好地实现导管工装与飞机零部件的并行设计,保证飞机制造交付的进度和周期;同时可实现在工装的设计制造过程中,从设计直接到装配状态的转换,省掉了工艺和制造环节,大大缩短了工装制造的流程。
技术特征:
1.导管焊接柔性定位工装,其特征在于,包括柔性连接组件,所述柔性连接组件包括支撑件和第一连接件;
2.根据权利要求1所述的导管焊接柔性定位工装,其特征在于,所述第一连接部与第一固定部之间相互垂直设置。
3.根据权利要求1所述的导管焊接柔性定位工装,其特征在于,还包括用于对导管接头定位的接头定位组件,所述接头定位组件包括第二连接件和连接轴;
4.根据权利要求3所述的导管焊接柔性定位工装,其特征在于,所述第二连接部与第三连接部相互垂直设置。
5.根据权利要求3所述的导管焊接柔性定位工装,其特征在于,所述第三连接部与连接轴之间通过插接固定连接。
6.根据权利要求3所述的导管焊接柔性定位工装,其特征在于,还包括第一定位接头,所述第一定位接头包括第二固定部和与导管接头配合的接头定位部,所述第二固定部与连接轴一端插接配合,所述第二固定部一端设置有第三弹性开口,所述第二固定部与连接轴之间通过设置在第三弹性开口位置上的卡箍固定连接。
7.根据权利要求1所述的导管焊接柔性定位工装,其特征在于,还包括用于对导管定位的导管定位组件,所述导管定位组件包括第三连接件;
8.基于权利要求1-7中任一项所述导管焊接柔性定位工装的导管焊接柔性定位设计方法,其特征在于,包括以下步骤:
9.基于权利要求1-7中任一项所述导管焊接柔性定位工装的导管焊接柔性定位装配方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种导管焊接柔性定位工装、定位设计方法及定位装配方法,包括柔性连接组件,柔性连接组件包括支撑件和第一连接件;支撑件包括支撑座和设置在支撑座上的支撑杆;第一连接件包括第一固定部和第一连接部,第一固定部能够套设到支撑杆上与支撑杆之间插接配合连接,第一固定部上在至少一端的端部设置有第一弹性开口,第一固定部通过设置在第一弹性开口位置上的卡箍与支撑杆之间固定连接,第一连接部一端与第一固定部连接,另一端朝向与第一固定部不同的方向上设置。本发明不仅能够适用于对不同规格、型号导管的定位,而且整个工装的设计过程受导管规格、型号的影响较小,工装的智能化设计实现更加方便。
技术研发人员:黄兴成,魏潇,魏勇,崔保金,朱俊
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!