一种十字支撑焊接装置的制作方法
本发明主要涉及焊接设备领域,具体是一种十字支撑焊接装置。
背景技术:
1、十字支撑是挂车底盘上进行支撑、附加零件安装的部件,他是通过在一根纵梁上焊接至少一根横梁而成。其中为了保证横梁与纵梁的稳定焊接,纵梁上通常经过切割工序,切割出与横梁截面一致的焊接槽口,将横梁与纵梁插接配合后焊接在一起,从而确保良好的焊接效果。
2、目前对于十字支撑的焊接,主要利用辅助工装对横梁与纵梁进行定位与固定,其中需要反复的对固定位置进行微调,以确保固定角度以及固定长度,避免焊接后十字钢柱变形。该种焊接方式还依然较为原始,在进行小批量的焊接时比较合适,但是在进行大批量的十字钢柱焊接时,焊接效率就明显太低,并且焊接质量残次不齐,次品率较高,产品的一致性较差。
技术实现思路
1、为解决现有技术的不足,本发明提供了一种十字支撑焊接装置,它能够提高焊接效率与焊接质量,产品的一致性更高。
2、本发明为实现上述目的,通过以下技术方案实现:
3、一种十字支撑焊接装置,用于对十字支撑的纵杆与横杆进行定位焊接,包括安装架,所述安装架上设置纵向轨道,所述安装架一侧设置横向送料装置,所述纵向轨道为对称设置的一对“c”型轨道,使得所述纵向轨道中部具有长槽,所述纵向轨道上方设置伺服直线驱动装置,所述纵向轨道中部设置纵向定位传感器,所述安装架中部设置一对压紧架,所述压紧架上设置与纵向轨道顶部相对应的压紧缸,所述压紧缸的活塞杆上设置压紧头,所述横向送料装置包括输送架,所述输送架上两侧对称设置夹紧架,所述夹紧架上设置相对滑动的滑动架,所述夹紧架上设置用于驱动滑动架的夹紧缸,所述滑动架的滑动方向与纵向轨道水平,所述滑动架上设置若干滑轮,所述滑轮轴线竖直,所述输送架后侧设置推动机构,所述安装架中部两侧对称设置升降机构,所述升降机构上设置与输送架对接的承接轨,所述承接轨与纵向轨道垂直,远离所述输送架一侧的承接轨上设置横向定位传感器,所述安装架上方设置焊接机械手,所述纵向轨道末端设置承接架。
4、所述伺服直线驱动装置为链式驱动机构,所述链式驱动机构的传动链上均匀设置若干推动片,所述推动片穿过纵向轨道顶部对纵杆进行推动,相邻两个所述推动片之间的距离大于纵杆的长度。
5、所述纵向轨道上位于纵向定位传感器的上游方向设置前置定位传感器,当纵杆触发前置定位传感器后,所述伺服直线驱动装置减速至输送速度的三分之一到五分之一。
6、所述压紧架位于纵向轨道上方,每个所述压紧架上具有两个压紧缸,两个所述压紧缸分列在纵向轨道两侧,所述压紧头为折边,当所述压紧缸伸展后,所述压紧头与纵杆顶部相抵触。
7、所述夹紧架上设置若干滑动套筒,所述滑动架上设置与滑动套筒滑动配合的滑杆,所述夹紧缸末端与夹紧架固定连接,所述夹紧缸的活塞杆前端与滑动架固定连接。
8、所述推动机构为多级液压缸,所述多级液压缸的活塞杆前端设置推动头,所述输送架顶面开设导向槽,所述推动头底部设置与导向槽相配合的导向块。
9、所述升降机构包括升降架,所述升降架上设置一对固定导靴,所述固定导靴内滑动设置导向杆,所述承接轨位于导向杆顶部,所述升降架底部转动设置丝杠螺母,所述丝杠螺母内配合设置驱动丝杠,所述驱动丝杠顶部与承接轨转动连接,所述升降架底部设置用于驱动丝杠螺母的升降电机。
10、所述焊接机械手上方设置吊装架,所述吊装架上水平设置一对与纵向轨道垂直的顶吊滑轨,所述顶吊滑轨上滑动设置吊装座,所述焊接机械手即设置在吊装座上,所述顶吊滑轨之间转动设置顶吊丝杠,所述吊装座上设置与顶吊丝杠相配合的丝杠螺母,所述吊装架上设置用于驱动顶吊丝杠的顶吊伺服电机。
11、对比现有技术,本发明的有益效果是:
12、本发明利用纵向轨道对纵杆进行定位输送,利用横向送料装置对横杆进行定位输送,使横杆与纵杆插接配合,完成定位后进行自动化焊接。整体的定位过程不需要人力调整,能够使横杆与纵杆稳定的停靠在焊接位置处,定位状态更为精准。
13、通过纵杆与横杆的自动化定位,定位方式更为简单,定位效果更好,定位速率更快,从而可以快速的完成焊接操作,焊接效率得到提高。在进行纵杆与横杆的定位时,每次的纵杆、横杆停靠位置一致,从而使最终焊接完成的十字支撑一致性更高。
技术特征:
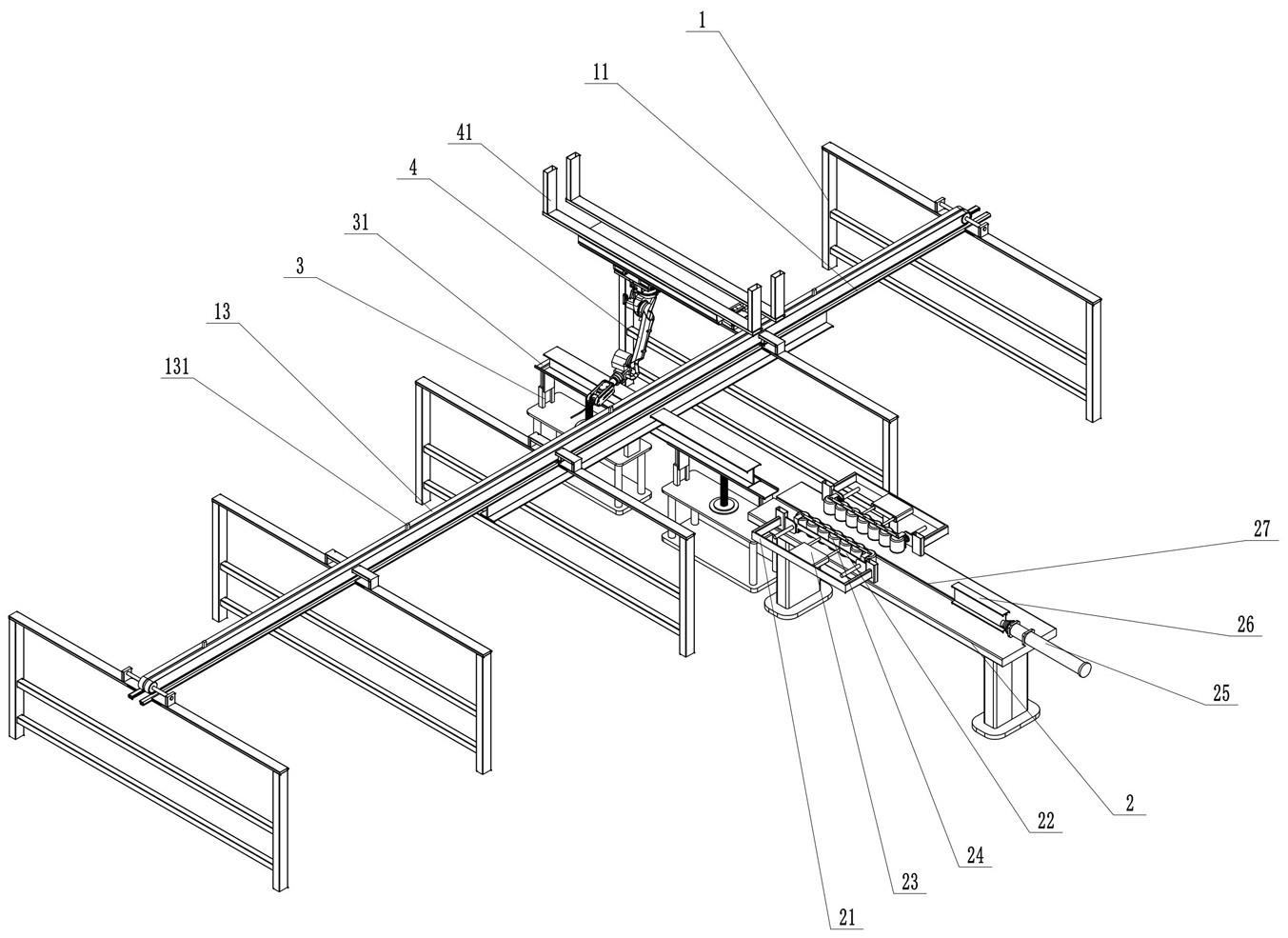
1.一种十字支撑焊接装置,用于对十字支撑的纵杆与横杆进行定位焊接,其特征在于:包括安装架(1),所述安装架(1)上设置纵向轨道(11),所述安装架(1)一侧设置横向送料装置,所述纵向轨道(11)为对称设置的一对“c”型轨道,使得所述纵向轨道(11)中部具有长槽(12),所述纵向轨道(11)上方设置伺服直线驱动装置(13),所述纵向轨道(11)中部设置纵向定位传感器,所述安装架(1)中部设置一对压紧架(14),所述压紧架(14)上设置与纵向轨道(11)顶部相对应的压紧缸(15),所述压紧缸(15)的活塞杆上设置压紧头(16),所述横向送料装置包括输送架(2),所述输送架(2)上两侧对称设置夹紧架(21),所述夹紧架(21)上设置相对滑动的滑动架(22),所述夹紧架(21)上设置用于驱动滑动架(22)的夹紧缸(23),所述滑动架(22)的滑动方向与纵向轨道(11)水平,所述滑动架(22)上设置若干滑轮(24),所述滑轮(24)轴线竖直,所述输送架(2)后侧设置推动机构(25),所述安装架(1)中部两侧对称设置升降机构(3),所述升降机构(3)上设置与输送架(2)对接的承接轨(31),所述承接轨(31)与纵向轨道(11)垂直,远离所述输送架(2)一侧的承接轨(31)上设置横向定位传感器,所述安装架(1)上方设置焊接机械手(4),所述纵向轨道(11)末端设置承接架(5)。
2.根据权利要求1所述的一种十字支撑焊接装置,其特征在于:所述伺服直线驱动装置(13)为链式驱动机构,所述链式驱动机构的传动链上均匀设置若干推动片(131),所述推动片(131)穿过纵向轨道(11)顶部对纵杆进行推动,相邻两个所述推动片(131)之间的距离大于纵杆的长度。
3.根据权利要求1所述的一种十字支撑焊接装置,其特征在于:所述纵向轨道(11)上位于纵向定位传感器的上游方向设置前置定位传感器,当纵杆触发前置定位传感器后,所述伺服直线驱动装置(13)减速至输送速度的三分之一到五分之一。
4.根据权利要求1所述的一种十字支撑焊接装置,其特征在于:所述压紧架(14)位于纵向轨道(11)上方,每个所述压紧架(14)上具有两个压紧缸(15),两个所述压紧缸(15)分列在纵向轨道(11)两侧,所述压紧头(16)为折边,当所述压紧缸(15)伸展后,所述压紧头(16)与纵杆顶部相抵触。
5.根据权利要求1所述的一种十字支撑焊接装置,其特征在于:所述夹紧架(21)上设置若干滑动套筒,所述滑动架(22)上设置与滑动套筒滑动配合的滑杆(241),所述夹紧缸(23)末端与夹紧架(21)固定连接,所述夹紧缸(23)的活塞杆前端与滑动架(22)固定连接。
6.根据权利要求1所述的一种十字支撑焊接装置,其特征在于:所述推动机构(25)为多级液压缸,所述多级液压缸的活塞杆前端设置推动头(26),所述输送架(2)顶面开设导向槽(27),所述推动头(26)底部设置与导向槽(27)相配合的导向块。
7.根据权利要求1所述的一种十字支撑焊接装置,其特征在于:所述升降机构(3)包括升降架(32),所述升降架(32)上设置一对固定导靴(33),所述固定导靴(33)内滑动设置导向杆(34),所述承接轨(31)位于导向杆(34)顶部,所述升降架(32)底部转动设置丝杠螺母(35),所述丝杠螺母(35)内配合设置驱动丝杠(36),所述驱动丝杠(36)顶部与承接轨(31)转动连接,所述升降架(32)底部设置用于驱动丝杠螺母(35)的升降电机(37)。
8.根据权利要求1所述的一种十字支撑焊接装置,其特征在于:所述焊接机械手(4)上方设置吊装架(41),所述吊装架(41)上水平设置一对与纵向轨道(11)垂直的顶吊滑轨(42),所述顶吊滑轨(42)上滑动设置吊装座(43),所述焊接机械手(4)即设置在吊装座(43)上,所述顶吊滑轨(42)之间转动设置顶吊丝杠(44),所述吊装座(43)上设置与顶吊丝杠(44)相配合的丝杠螺母,所述吊装架(41)上设置用于驱动顶吊丝杠(44)的顶吊伺服电机(45)。
技术总结
本发明提供一种十字支撑焊接装置,主要涉及焊接设备领域。一种十字支撑焊接装置,用于对十字支撑的纵杆与横杆进行定位焊接,本焊接装置包括安装架,安装架上设置纵向轨道,安装架一侧设置横向送料装置,纵向轨道上方设置伺服直线驱动装置,安装架中部设置一对压紧架,横向送料装置包括输送架,输送架上两侧对称设置夹紧架,夹紧架上设置相对滑动的滑动架,夹紧架上设置用于驱动滑动架的夹紧缸,输送架后侧设置推动机构,安装架中部两侧对称设置升降机构,升降机构上设置与输送架对接的承接轨,安装架上方设置焊接机械手,纵向轨道末端设置承接架。本发明的有益效果在于:本发明能够提高焊接效率与焊接质量,产品的一致性更高。
技术研发人员:王传祥,韩宝材,王善刚
受保护的技术使用者:山东聚鑫专用车制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!