金属板材的切削加工机构的制作方法
本发明涉及一种金属板材的切削加工机构,涉及精密件加工。
背景技术:
1、金属切削加工过程中刀具与工件之间相互作用和各自的变化规律是一门学科,在设计机床和刀具、制订机器零件的切削工艺及其定额、合理地使用刀具和机床以及控制切削过程时,都要利用金属切削原理的研究成果,使机器零件的加工达到经济、优质和高效率的目的。
2、现有技术中,在对于多种不同厚度工件进行切削加工时,往往需要通过精确调节刀具的行程来实现,从而需要频繁的对刀具行程进行设置,费时费力;此外,切削过程中会在工件边缘产生难以研磨的毛刺,导致加工过程中需要频繁调机换刀,程序复杂不易操作。
技术实现思路
1、本发明目的是提供一种金属板材的切削加工机构,该金属板材的切削加工机构可以对各种不同厚度的工件进行加工,而不需要在加工不同厚度工件时对刀具的行程进行调整,提高生产效率。
2、为达到上述目的,本发明采用的技术方案是:一种金属板材的切削加工机构,包括:相对设置的第一刀具组和第二刀具组,一工件设置于第一刀具组和第二刀具组之间,所述第一刀具组和第二刀具组均包括刀柄、刀颈、刀片和切削刃,所述刀颈固定设置于刀柄下方,所述刀片位于刀颈下表面,所述切削刃设置于刀片外部边缘处,所述刀柄通过一刀座固定,所述刀座与驱动机构连接;
3、所述第一刀具组的刀片上表面与第二刀具组的刀片下表面交错设置,所述第一刀具组的刀片边缘为向内倾斜的斜面,所述第二刀具组的刀片由4个形状相同的切削部拼接而成,所述切削部端头设置有切削刃,所述切削部端头处具有一外突的圆弧部,从而在第一刀具组的刀片与第二刀具组的刀片之间的工件上形成一个三角状连料部,所述刀柄与刀颈连接的下部形状为倒圆台。
4、上述技术方案中进一步改进的方案如下:
5、1. 上述方案中,所述刀座中央开有一安装通孔,此刀座侧表面开有若干螺孔,所述刀柄嵌入刀座中央的安装通孔内,若干螺钉分别穿入螺孔内将刀柄与刀座固定连接。
6、2. 上述方案中,所述若干螺孔的数目为4个。
7、3. 上述方案中,所述圆弧部的圆弧半径为0.06mm。
8、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
9、1. 本发明金属板材的切削加工机构,包括相对设置的第一刀具组和第二刀具组,所述工件设置于第一刀具组和第二刀具组之间,两个刀具组相对设置,同时对工件进行切削,只需要对两个刀具组之间的行程差距进行设置就可以对各种不同厚度的工件进行加工,而不需要在加工不同厚度工件时对刀具的行程进行调整,节约了大量的时间和人力,一机多用,可以对多种厚度的工件进行加工,具有良好的通用性,提高生产效率,节约人力。
10、2. 本发明金属板材的切削加工机构,其刀柄通过一刀座固定,所述刀座中央开有一安装通孔,此刀座侧表面开有若干螺孔,所述刀柄嵌入刀座中央的安装通孔内,若干螺钉分别穿入螺孔内将刀柄与刀座固定连接,通过刀座侧面螺孔和螺钉的设置,从侧面对刀柄进行定位,保证对刀柄定位的稳定性,避免加工过程中力量过大导致刀具晃动的情况,还可以使得刀柄在x,y方向上进行微调,保证加工精度,并且易拆装,方便对刀具进行更换,节约时间。。
11、3. 本发明金属板材的切削加工机构,第一刀具组的刀片上表面与第二刀具组的刀片下表面交错设置,所述第一刀具组的刀片边缘为向内倾斜的斜面,所述第二刀具组的刀片由4个形状相同的切削部拼接而成,所述切削部端头设置有切削刃,所述切削部端头处具有一外突的圆弧部,从而在第一刀具组的刀片与第二刀具组的刀片之间的工件上形成一个三角状连料部,第二刀片组的刀片切削部的圆弧部设置,使得连料部为三角状,即连料处为一个点,只需人工对连料部进行掰断,断裂处必定为最为脆弱的连料点,即可去除毛刺,简便易操作,且去毛刺效果好。
技术特征:
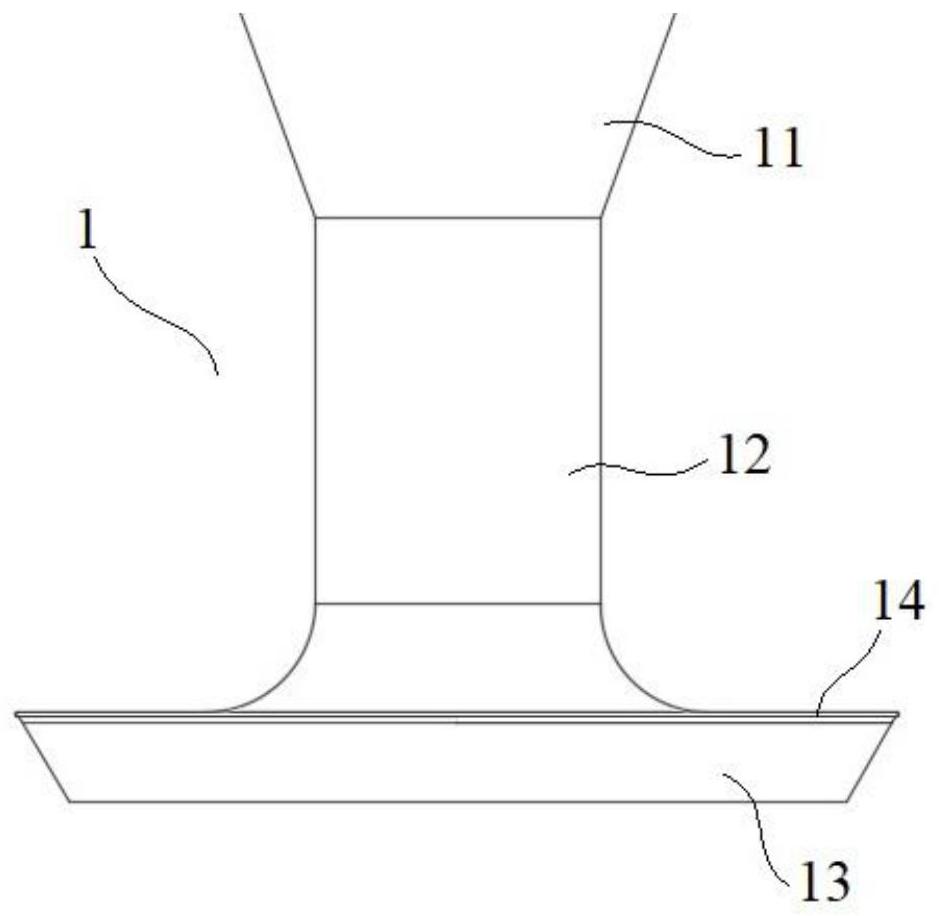
1.一种金属板材的切削加工机构,其特征在于:包括相对设置的第一刀具组(1)和第二刀具组(2),一工件(3)设置于第一刀具组(1)和第二刀具组(2)之间,所述第一刀具组(1)和第二刀具组(2)均包括刀柄(11)、刀颈(12)、刀片(13)和切削刃(14),所述刀颈(12)固定设置于刀柄(11)下方,所述刀片(13)位于刀颈(12)下表面,所述切削刃(14)设置于刀片(13)外部边缘处,所述刀柄(11)通过一刀座(4)固定,所述刀座(4)与驱动机构连接;
2.根据权利要求1所述的金属板材的切削加工机构,其特征在于:所述刀座(4)中央开有一安装通孔(5),此刀座(4)侧表面开有若干螺孔(6),所述刀柄(11)嵌入刀座(4)中央的安装通孔(5)内,若干螺钉(7)分别穿入螺孔(6)内将刀柄(11)与刀座(4)固定连接。
3.根据权利要求2所述的金属板材的切削加工机构,其特征在于:所述若干螺孔(6)的数目为4个。
4.根据权利要求1所述的金属板材的切削加工机构,其特征在于:所述圆弧部(132)的圆弧半径为0.06mm。
技术总结
本发明公开一种金属板材的切削加工机构,包括相对设置的第一刀具组和第二刀具组,所述工件设置于第一刀具组和第二刀具组之间,所述第一刀具组和第二刀具组均包括刀柄、刀颈、刀片和切削刃,所述刀颈固定设置于刀柄下方,所述刀片位于刀颈下表面,所述第一刀具组的刀片边缘为向内倾斜的斜面,所述切削部端头设置有切削刃,所述切削部端头处具有一外突的圆弧部,从而在第一刀具组的刀片与第二刀具组的刀片之间的工件上形成一个三角状连料部。本发明可以对各种不同厚度的工件进行加工,而不需要在加工不同厚度工件时对刀具的行程进行调整,提高生产效率。
技术研发人员:陶勋辉
受保护的技术使用者:昆山科森科技股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!