一种使用连铸圆坯锻造曲轴毛坯的制造方法与流程
本发明属于钢铁材料加工成型,涉及一种使用连铸圆坯锻造曲轴毛坯的制造方法。
背景技术:
1、随着机械工业的蓬勃发展,曲轴作为发动机中将力转化为扭矩并带动其他部件运行的重要构件,广泛应用于内燃机、柴油发电机、活塞式压缩机及压力机中,这对曲轴坯的力学性能有着严格要求。传统曲轴毛坯的锻造方法主要有三种:第一种针对性能要求不高的曲轴,曲轴毛坯直接采用铸造的方式获得;第二种采用模锻直接成型,主要用于重量小、批量大的小型曲轴;第三种是使用模铸钢锭作为原料进行自由锻,广泛应用于船舶机械中的大中型曲轴毛坯的生产。
2、以上三种曲轴毛坯制造方法的缺点在于:第一种生产的曲轴毛坯由于铸造缺陷使其抗疲劳性能极差,重要机械的曲轴不能使用该方法生产;第二种方法模具成本高,生产批量小时无经济效益,模具生产周期长不利于快速组织生产且所需生产设备吨位大;第三种方法使用模铸钢锭生产,原材料利用率低,同时仅适合单件小批量生产,生产节奏慢。
技术实现思路
1、本发明的目的在于改善传统自由锻成型方法的缺点,提供一种使用连铸圆坯锻造曲轴毛坯的制造方法,通过采用成分调整后的连铸圆坯,控制锻造过程工艺参数将连铸圆坯锻造成所需的曲轴毛坯。
2、本发明的技术方案是这样实现的:
3、一种使用连铸圆坯锻造曲轴毛坯的制造方法,其特征在于,包括以下步骤:
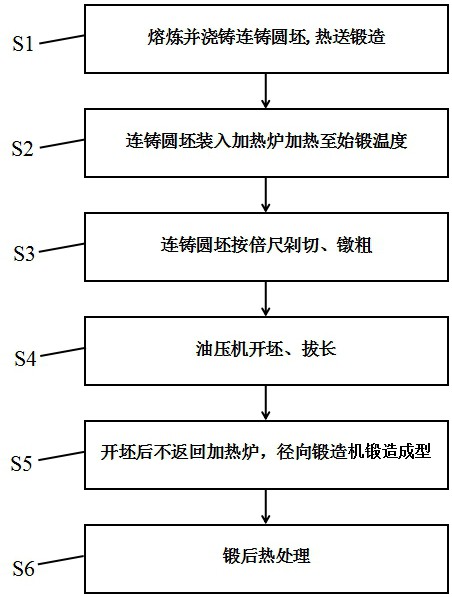
4、步骤1)、原料准备:熔炼并浇铸连铸圆坯,连铸圆坯采用立式连铸机浇铸,横截面尺寸为φ600~φ800mm,连铸全程采用氩气保护浇铸、中间包钢水采用双层渣覆盖,拉速稳定控制在0.11m/min,中间包过热度控制在15~30℃,连铸圆坯热送锻造工序,热送温度520℃~580℃;
5、步骤2)、连铸圆坯加热:将步骤1)热送的连铸圆坯装入锻造加热炉,升温至炉温1220℃~1240℃,加热5小时~7小时,达到油压机始锻温度;
6、步骤3)、油压机镦粗:采用油压机将步骤2)加热后连铸圆坯按照倍尺长度进行剁切并镦粗至一定高度,保证镦粗后的高径比在0.69~0.72,镦粗系数在1.7~2.9;
7、步骤4)、油压机开坯:将步骤3)墩粗后的坯料使用上下平砧拔长开坯至四方500、倒八方520,每道次满砧给进,且保证压下量≥20%,平整端面;
8、步骤5)、锻造成品:步骤4)开坯后坯料不再返回加热炉,直接晾晒至750℃~850℃后送至径向锻造机,控制每道次压下量10~20mm,拉打速度1.2~1.5m/min增强心部的锻造压实效果,反复径向锻造直至曲轴毛坯的成品尺寸;
9、步骤6)、锻后热处理:锻后正火加回火,消除锻造后的残余内应力,完成连铸圆坯锻造曲轴毛坯的制造过程。
10、进一步说,本方法适用的连铸圆坯采用立式连铸机浇铸,横截面尺寸为φ600~φ800mm,其以质量百分比计的化学成分范围为c:0.42~0.50,si:0.15~0.35,mn:0.75~1.10,p≤0.025,s:0.010~0.025,cr:0.90~1.20,ni:0.10~0.30,mo:0.15~0.25,al≤0.030,其余为fe与不可避免的杂质。
11、进一步说,所述的步骤4)中开坯后坯料不再返回加热炉,直接晾晒至750℃~850℃送至径向锻造机,采用a、b两夹头反复径向锻造至成品尺寸。
12、所述曲轴毛坯的原料为连铸圆坯。
13、所述油压机包含1个操纵机、1移动工作台和1个横向移砧工作台。锻造时通过人工输入参数,人工操作系统程序进行控制调节锻造。
14、所述径向锻造机包含2个夹头(a夹头行程14530mm,b夹头行程24780mm)、1个操作机。锻造时通过人工输入参数,人工操作系统程序进行控制调节锻造。
15、本发明的的积极效果为:本发明生产工艺流程简单且连续,采用成分调整后的连铸圆坯在提高材料利用率的同时降低了生产成本,通过控制锻造过程工艺参数,保证曲轴毛坯的内部组织和性能,并且坯料直接下转径向锻造机进行后续锻造无需返回加热炉,缩短了生产时间,提高了生产效率,具有良好的推广与应用前景。
技术特征:
1.一种使用连铸圆坯锻造曲轴毛坯的制造方法,其特征在于,包括以下步骤:
2.根据权利要求1中所述的一种使用连铸圆坯锻造曲轴毛坯的制造方法,其特征在于:本方法适用的连铸圆坯采用立式连铸机浇铸,横截面尺寸为φ600~φ800mm,其以质量百分比计的化学成分范围为c:0.42~0.50,si:0.15~0.35,mn:0.75~1.10,p≤0.025,s:0.010~0.025,cr:0.90~1.20,ni:0.10~0.30,mo:0.15~0.25,al≤0.030,其余为fe与不可避免的杂质。
3.根据权利要求1中所述的一种使用连铸圆坯锻造曲轴毛坯的制造方法,其特征在于:所述的步骤4)中开坯后坯料不再返回加热炉,直接晾晒至750℃~850℃送至径向锻造机,采用a、b两夹头反复径向锻造至成品尺寸。
4.根据权利要求1中所述的一种使用连铸圆坯锻造曲轴毛坯的制造方法,其特征在于:所述曲轴毛坯的原料为连铸圆坯。
5.根据权利要求1中所述的一种使用连铸圆坯锻造曲轴毛坯的制造方法,其特征在于:所述油压机包含1个操纵机、1移动工作台和1个横向移砧工作台,锻造时通过人工输入参数,人工操作系统程序进行控制调节锻造。
6.根据权利要求1中所述的一种使用连铸圆坯锻造曲轴毛坯的制造方法,其特征在于:所述径向锻造机包含2个夹头,a夹头行程14530mm,b夹头行程24780mm、1个操作机,锻造时通过人工输入参数,人工操作系统程序进行控制调节锻造。
技术总结
本发明提供一种使用连铸圆坯锻造曲轴毛坯的制造方法,通过采用成分调整后的连铸圆坯,控制锻造过程工艺参数将连铸圆坯锻造成所需的曲轴毛坯。使用连铸圆坯锻造曲轴毛坯的制造方法,主要包括以下步骤:1)原料准备;2)连铸圆坯加热;3)油压机墩粗;4)油压机开坯;5)锻造成品;6)锻后热处理。本发明生产工艺流程简单且连续,采用成分调整后的连铸圆坯在提高材料利用率的同时降低了生产成本,通过控制锻造过程工艺参数,保证曲轴毛坯的内部组织和性能,并且坯料直接下转径向锻造机进行后续锻造无需返回加热炉,缩短了生产时间,提高了生产效率,具有良好的推广与应用前景。
技术研发人员:雷冲,高英丽,林辉杰,王电,金会业,李守杰,张一堃,刘佳俊
受保护的技术使用者:河南中原特钢装备制造有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!