一种圆锥破碎机动锥修复方法与流程
本发明涉及圆锥破碎机,尤其涉及一种圆锥破碎机动锥修复方法。
背景技术:
1、圆锥破碎机是选矿厂是用于选矿的细碎设备,属于破碎流程中的关键设备。动锥体是圆锥破碎机的重要部件,担负着挤压破碎矿石的任务。动锥体外部连接用破碎壁(或称动锥衬板),利用锁紧螺栓(或称螺钉)将破碎壁固定在动锥体上,破碎壁根据磨损情况需定期拆卸更换。由于矿石的冲击,动锥体使用一段时间后,会发生锁紧螺栓断裂、动锥体螺纹损坏或者锁紧螺栓与动锥体螺纹粘连等情形,导致旧破碎壁无法拆卸,破碎壁无法更换,影响破碎机的生产运行。以美卓hp500破碎机为例:动锥体积庞大,高1.3m,最大直径1.3m,重达7000kg;动锥是锰钢外壳、碳钢锥体、底部为铜的圆锥台体,一套动锥总成价值70余万,修复后再利用能节约很大的成本。
2、传统的圆锥破碎机动锥修复方法主要有:一、采用冷加工方法取出螺栓,但是工件太大,装卡、进刀困难,且进适用于螺栓粘连的情况;二、螺栓上焊接长杆,采用重物撞击,但是螺纹过于“粘死”不易松动,失败率较高,仅适用于螺栓粘连度不高的情形;三、在螺纹部位进行满圈堆焊后再进行加工,对动锥进行焊接会对锥体母材造成破坏,且焊接后不易加工,若螺纹再次受伤则不便修复利用。
3、较为突出的方法是公开号为cn103223569b的中国专利公开了一种圆锥破碎机动锥修复方法:针对动锥的m220螺栓“粘死”的修复方法,按以下步骤进行:1.搭建工艺搭子;2.装设立车;3.削除露出的螺栓;4.清除动锥内残余螺栓,进行二次加工:1.)首次钻孔,2.)首次扩孔,3.)除屑,4.)二次钻孔,5.)二次扩孔,6.)剔除螺栓残余物;5.拆除工艺搭子;6.重新装配。虽然该方法与传统方法相比,修复工艺合理,设施相对简单,效率也较高,可以实现快速恢复使用,有利于破矿生产,但是由于仅适用于螺栓“粘死”一种损坏情况,没有考虑到针对锁紧螺栓断裂、动锥体螺纹损坏等其他损坏情的修复,尤其针对动锥体内螺纹损坏情况时,该修复方法无法解决问题;并且处理流程存在多次反复加工过程,相对繁杂,内螺纹孔径小不易操作,容易因扩孔失误而导致锁紧螺栓无法正常安装,不能有效保证修复成功率。
技术实现思路
1、针对现有技术的不足,本发明提供了一种圆锥破碎机动锥修复方法,解决了现有技术中的修复方法虽然可以解决螺栓“粘死”一种损坏情况,但无法适用多种损坏情况,如螺纹损坏,无法直接修复;处理流程相对繁杂,内螺纹孔径小不易操作,容易因扩孔失误而导致锁紧螺栓3无法正常安装,不能有效保证修复成功率等问题。
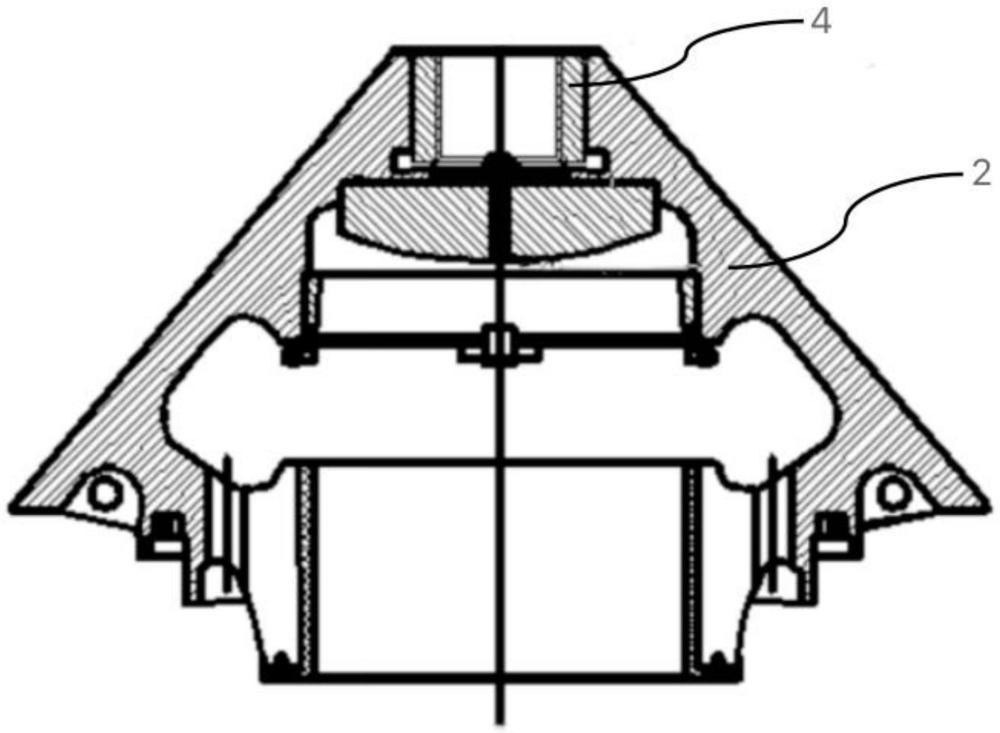
2、为解决上述的技术问题,本发明提供如下核心技术方案:一种圆锥破碎机动锥修复方法,圆锥破碎机动锥包括破碎壁1、动锥体2、锁紧螺栓3,破碎壁1与动锥体2通过锁紧螺栓3固定连接,针对动锥体2的螺纹损坏修复办法,按以下步骤进行:第一步、拆卸碎矿壁:拆除锁紧螺栓3主体,然后卸下破碎壁1;第二步、去除锁紧螺栓3残体;第三步、清理动锥体2内螺纹;第四步、对动锥体2内螺纹孔进行扩孔操作;第五步、在动锥体2内螺纹孔内车削新的内螺纹;第六步、加工一只带内螺纹(匹配所述锁紧螺栓3的螺纹)、外螺纹(匹配动锥体2内螺纹孔内新的内螺纹)并一端具有倒角的钢套4;第七步、将钢套4螺纹连接装入动锥体2内;第八步、将钢套4与动锥体2进行固定连接;第九步、重新装配破碎壁1。
3、采用此修复方法,工艺简单合理,时间短效率高,快速恢复使用,能修旧利废节约资源,减少备件库存,降低生产成本,而且可以修复多种锁紧螺栓3和动锥体2内螺纹损坏的情形,例如锁紧螺栓3断裂、动锥体2螺纹损坏或者锁紧螺栓3与动锥体2螺纹粘连等情形。
4、进一步地,基于上述核心技术方案,第一步中拆除所述锁紧螺栓3主体时,利用立式车床或大型卧式车床将所述锁紧螺栓3主体车掉,可以实现便捷快速拆除损坏的或者尚未损坏但难以拆除的锁紧螺栓3主体的效果。
5、进一步地,基于上述核心技术方案,第二步中去除所述锁紧螺栓3残体时,利用立式车床或大型卧式车床将锁紧螺栓3残体车掉,可以实现便捷快速拆除损坏的锁紧螺栓3主体的效果。
6、进一步地,基于上述核心技术方案,第三步中清理动锥体2内螺纹时,使用磁力吸出孔中残留车屑,可以实现轻松清除动锥体2内螺纹孔内的残留铁屑的效果。
7、进一步地,基于上述核心技术方案,第四步中扩孔操作时,扩孔达到使孔底直径大于所使用车削刀具的退刀距离,便于后续车削内螺纹的操作。
8、进一步地,基于上述核心技术方案,第七步中将钢套4螺纹连接装入动锥体2内时,保证顶部平齐后利用车床加工成坡口,这样可以实现方便后续将钢套4与动锥体2进行固定连接的效果。
9、进一步地,基于上述核心技术方案,第八步中固定连接方式为焊接,该固定方式最为牢固,且不易损坏。
10、该圆锥破碎机动锥修复方法,不仅工艺简单合理,时间短效率高,快速恢复使用,能修旧利废节约资源,减少备件库存,降低生产成本。还有效解决了现有技术中的修复方法虽然可以解决螺栓“粘死”一种损坏情况,但无法适用多种损坏情况,如螺纹损坏,无法直接修复;处理流程相对繁杂,内螺纹孔径小不易操作,容易因扩孔失误而导致锁紧螺栓3无法正常安装,不能有效保证修复成功率等问题;可以修复多种锁紧螺栓3和动锥体2内螺纹损坏的情形,例如锁紧螺栓3断裂、动锥体2螺纹损坏或者锁紧螺栓3与动锥体2螺纹粘连等情形。
技术特征:
1.一种圆锥破碎机动锥修复方法,圆锥破碎机动锥包括破碎壁(1)、动锥体(2)、锁紧螺栓(3),所述破碎壁(1)与所述动锥体(2)通过所述锁紧螺栓(3)固定连接,其特征在于:针对所述动锥体(2)的螺纹损坏修复办法,按以下步骤进行:
2.根据权利要求1所述的一种圆锥破碎机动锥修复方法,其特征在于:所述第一步中所述拆除所述锁紧螺栓(3)主体时,利用立式车床或大型卧式车床将所述锁紧螺栓(3)主体车掉。
3.根据权利要求1所述的一种圆锥破碎机动锥修复方法,其特征在于:所述第二步中所述去除所述锁紧螺栓(3)残体时,利用立式车床或大型卧式车床将所述锁紧螺栓(3)残体车掉。
4.根据权利要求1所述的一种圆锥破碎机动锥修复方法,其特征在于:所述第三步中所述清理所述动锥体(2)内螺纹时,使用磁力吸出孔中残留车屑。
5.根据权利要求1所述的一种圆锥破碎机动锥修复方法,其特征在于:所述第四步中所述扩孔操作时,扩孔达到使孔底直径大于所使用车削刀具的退刀距离。
6.根据权利要求1所述的一种圆锥破碎机动锥修复方法,其特征在于:所述第七步中将所述钢套(4)螺纹连接装入动锥体(2)内时,保证顶部平齐后利用车床加工成坡口。
7.根据权利要求1所述的一种圆锥破碎机动锥修复方法,其特征在于:所述第八步中固定连接方式为焊接。
技术总结
本发明涉及圆锥破碎机技术领域,尤其涉及一种圆锥破碎机动锥修复方法,针对所述动锥体的螺纹损坏修复办法,按以下步骤进行:第一步、拆卸碎矿壁;第二步、去除锁紧螺栓残体;第三步、清理动锥体内螺纹;第四步、对动锥体内螺纹孔进行扩孔操作;第五步、在动锥体内螺纹孔内车削新的内螺纹;第六步、加工一只带内螺纹、外螺纹并一端具有倒角的钢套;第七步、将钢套装入动锥体内;第八步、将钢套与动锥体固定连接;第九步、重新装配破碎壁。采用此修复方法,适用于多种不同动锥体螺纹损坏的情形,工艺简单合理,时间短效率高,快速恢复使用,能修旧利废节约资源,减少备件库存,降低生产成本。
技术研发人员:崔宏量
受保护的技术使用者:安徽庐江龙桥矿业股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!