一种用于液压卡盘快速装夹的组合工装及加工方法与流程
本发明涉及机械加工,具体为一种用于液压卡盘快速装夹的组合工装及加工方法。
背景技术:
1、液压卡盘固定装夹零件进行加工的方式较为常见,由于卡爪在卡盘轴向移动时,存在齿数多且齿距小等特点,工作中需将零件放在卡盘中心处并借助深度尺进行多次调试,保证三爪移动的距离相同,即装夹零件的中心点与卡盘的中心点位于同一点,防止零件装夹偏心。重复调节三爪的移动距离将消耗大量加工准备时间,不同规格零件装夹时需重新调节,整体加工效率低,因此需要一种能够实现卡盘快速装夹的组合工装。
技术实现思路
1、为了解决上述技术问题,本发明提出了一种用于液压卡盘快速装夹的组合工装及加工方法。
2、本发明所要解决的技术问题采用以下技术方案来实现:
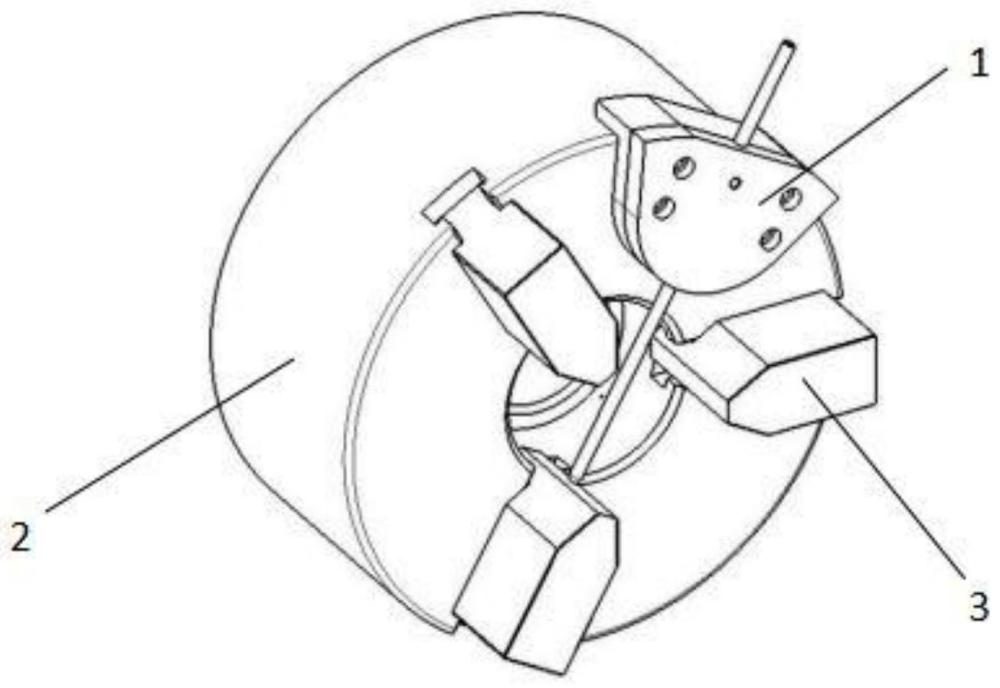
3、一种用于液压卡盘快速装夹的组合工装,包括液压卡盘及三爪,还包括根据所述液压卡盘外形进行仿形制造并安装于所述液压卡盘上的v型组合工装,所述v型组合工装包括与所述液压卡盘连接的v型上夹具、与所述v型上夹具贴合连接的v型下夹具、从所述v型下夹具穿过的定位条,所述v型上夹具、v型下夹具均呈中间轴对称。
4、优选地,所述v型上夹具、v型下夹具为硬质铝合金材质,所述定位条为合金钢材质。
5、优选地,所述v型上夹具上设置有外形圆弧槽。
6、优选地,所述v型上夹具的外形由第一圆弧边以及两处第一斜边交汇而成,两处第一斜边的交点位于所述液压卡盘中心轴线上。
7、优选地,所述v型上夹具上设置有四个第一螺纹孔。
8、优选地,所述v型下夹具的外形由第二圆弧边以及两处第二斜边交汇而成,两处第二斜边的交点位于所述液压卡盘中心轴线上。
9、优选地,所述v型下夹具上设置有与四个第一螺纹孔位置对应的四个第二螺纹孔。
10、优选地,所述v型下夹具中间位置处设置有移动槽,所述移动槽的外形由半圆弧以及直边组合而成,所述移动槽上端位置设置有限位孔,所述移动槽与所述定位条间隙配合。
11、优选地,所述定位条的低端处呈圆角,以低端处为起始点设置有刻度线。
12、一种用于液压卡盘快速装夹的组合工装的加工方法,用于加工上述的一种用于液压卡盘快速装夹的组合工装,包括以下步骤:
13、步骤一、夹具采用硬质合金材质,加工方式采用电火花线切割正极性加工以及外冲液冷却的方式;
14、步骤二、设定加工参数:加工电流3~5a,脉冲宽度30~50μs,占空比1:5~1:7;
15、步骤三、根据步骤一中采用的加工方式和步骤二中设定的加工参数,对步骤一种采用的硬质合金材质进行加工出v型上夹具以及v型下夹具,并将v型上夹具安装在液压卡盘上,然后将v型下夹具安装于v型上夹具上;
16、步骤四、采用合金钢材质制造出定位条,并通过激光刻字在定位条的表面处制刻度线,其低端为起始点,刻度为零;
17、步骤五、将定位条安装于移动槽内,通过理论整体长度公式:l=r1+r2+h1,计算移动值l,将定位条移动特定距离后,在限位孔的位置处采用螺钉将定位条固定。
18、本发明的有益效果是:
19、与现有技术相比,本发明通过提供一种用于液压卡盘快速装夹的组合工装及加工方法,能够实现快速、准确装夹,有效地避免了现有重复调节三爪的移动距离将消耗大量加工准备时间,不同规格零件装夹时需重新调节,整体加工效率低等问题。
技术特征:
1.一种用于液压卡盘快速装夹的组合工装,包括液压卡盘(2)及三爪(3),其特征在于:还包括根据所述液压卡盘(2)外形进行仿形制造并安装于所述液压卡盘(2)上的v型组合工装(1),所述v型组合工装(1)包括与所述液压卡盘(2)连接的v型上夹具(4)、与所述v型上夹具(4)贴合连接的v型下夹具(5)、从所述v型下夹具(5)穿过的定位条(6),所述v型上夹具(4)、v型下夹具(5)均呈中间轴对称。
2.根据权利要求1所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述v型上夹具(4)、v型下夹具(5)为硬质铝合金材质,所述定位条(6)为合金钢材质。
3.根据权利要求1所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述v型上夹具(4)上设置有外形圆弧槽(41)。
4.根据权利要求1所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述v型上夹具(4)的外形由第一圆弧边(43)以及两处第一斜边(42)交汇而成,两处第一斜边(42)的交点位于所述液压卡盘(2)中心轴线上。
5.根据权利要求1所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述v型上夹具(4)上设置有四个第一螺纹孔(44)。
6.根据权利要求1所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述v型下夹具(5)的外形由第二圆弧边(53)以及两处第二斜边(52)交汇而成,两处第二斜边(52)的交点位于所述液压卡盘(2)中心轴线上。
7.根据权利要求5所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述v型下夹具(5)上设置有与四个第一螺纹孔(44)位置对应的四个第二螺纹孔(55)。
8.根据权利要求1所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述v型下夹具(5)中间位置处设置有移动槽(54),所述移动槽(54)的外形由半圆弧(541)以及直边(542)组合而成,所述移动槽(54)上端位置设置有限位孔(51),所述移动槽(54)与所述定位条(6)间隙配合。
9.根据权利要求1所述的一种用于液压卡盘快速装夹的组合工装,其特征在于:所述定位条(6)的低端处呈圆角,以低端处为起始点设置有刻度线(61)。
10.一种用于液压卡盘快速装夹的组合工装的加工方法,其特征在于:用于加工权利要求1至9中任一项所述的一种用于液压卡盘快速装夹的组合工装,包括以下步骤:
技术总结
本发明涉及机械加工技术领域,具体为一种用于液压卡盘快速装夹的组合工装及加工方法,组合工装包括液压卡盘及三爪,还包括根据所述液压卡盘外形进行仿形制造并安装于所述液压卡盘上的V型组合工装,所述V型组合工装包括与所述液压卡盘连接的V型上夹具、与所述V型上夹具贴合连接的V型下夹具、从所述V型下夹具穿过的定位条,所述V型上夹具、V型下夹具均呈中间轴对称。与现有技术相比,本发明通过提供一种用于液压卡盘快速装夹的组合工装及加工方法,能够实现快速、准确装夹,有效地避免了现有重复调节三爪的移动距离将消耗大量加工准备时间,不同规格零件装夹时需重新调节,整体加工效率低等问题。
技术研发人员:常星星,刘洋,张卫,吴杰,王志安,董文涛
受保护的技术使用者:安徽天航机电有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!