一种内置推力轴承的差速器总成装配工装及方法与流程
本发明属于汽车传动差速器总成装配,涉及一种内置推力轴承的差速器总成装配工装及方法。
背景技术:
1、差速器总成是汽车传动系统关键子总成,在某款乘用车驱动桥采用的锥齿轮式差速器总成中,从动锥齿轮上有与差速器壳过渡配合的安装孔,两者通过螺栓连接共同组成半轴齿轮、行星齿轮等零件的安装腔体。两个半轴齿轮与相邻的从动齿轮及差速器壳之间采用推力轴承以减少相对运动产生的磨损。推力轴承空套在半轴齿轮的一侧轴径上,其径向定位依靠从动齿轮或差速器壳上对应的轴承孔。
2、在装配过程中,差速器壳一侧的推力轴承可首先安放在差速器壳轴承孔内,然后顺序放入该侧的半轴齿轮、行星齿轮轴座、行星齿轮等零件并实现固定。从动齿轮一侧的推力轴承可采用两种装配方式:一是首先将从动齿轮侧半轴齿轮放置在差速器壳内对应位置处,然后将该侧的推力轴承空套在半轴齿轮轴径处,接着将从动齿轮扣在差速器壳上,放置过程中,因轴承内孔大于轴径,推力轴承会径向窜动,因此需要盲调推力轴承安装孔及连接螺栓孔的位置,最后放置及拧紧连接螺栓;二是首先将从动齿轮放置在最下方,然后顺序放入该侧推力轴承及半轴齿轮,接着将前述的差速器壳装配半成品倒扣装入从齿对应的安装孔内,整体翻转后需要调整对应的连接螺栓孔,最后放置及拧紧连接螺栓。以上装配过程中,从动齿轮侧的推力轴承没有与从动齿轮固定连接,因该推力轴承轴向尺寸较小,盲调及整体翻转等过程均可能导致该推力轴承径向定位失效(即未有效安装在从齿轴承孔),导致装配连接螺栓时该推力轴承轴向受压损坏,总成装配失败。
3、专利文献cn202223287296.9提供一种推力轴承装配装置,针对汽车转向系统中使用的手柄推力轴承,提出的装配装置能够增加轴承保持架与垫圈的锁口量,消除推力轴承后续容易散套的问题,主要针对推力轴承自身装配,不涉及推力轴承在后续总成中的装配过程和方法。
4、专利文献cn202220578058.4提供一种内置推力轴承的钢轮结构,针对工程机械设备领域的振动钢轮,提出一种内置推力轴承的钢轮结构,解决轴线位移导致的振动轴承和联轴器受力过大影响使用寿命的问题,从结构上该推力轴承装配为常规装配,无特殊之处。
5、专利文献cn202220585572.0提供一种风电主齿轮箱平行级轴承装配机构,针对风电齿轮箱现有结构更换维修不变的现状,提出了一种平行级轴承装配结构,采用了推力轴承承担轴向力,该结构中推力轴承装配操作及过程简便,无特殊之处。
技术实现思路
1、针对采用内置推力轴承的锥齿轮式差速器总成,装配过程中从动齿轮侧推力轴承径向定位失效导致拧紧受压损坏的问题,本发明提出的装配工装及方法能够保证从动齿轮侧推力轴承在差速器总成装配过程中与从动齿轮位置固定,有效保证装配质量,单人即可完成装配且操作简便。
2、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
3、为解决上述技术问题,本发明是采用如下技术方案实现的:
4、一种内置推力轴承的差速器总成装配工装,其特征在于:
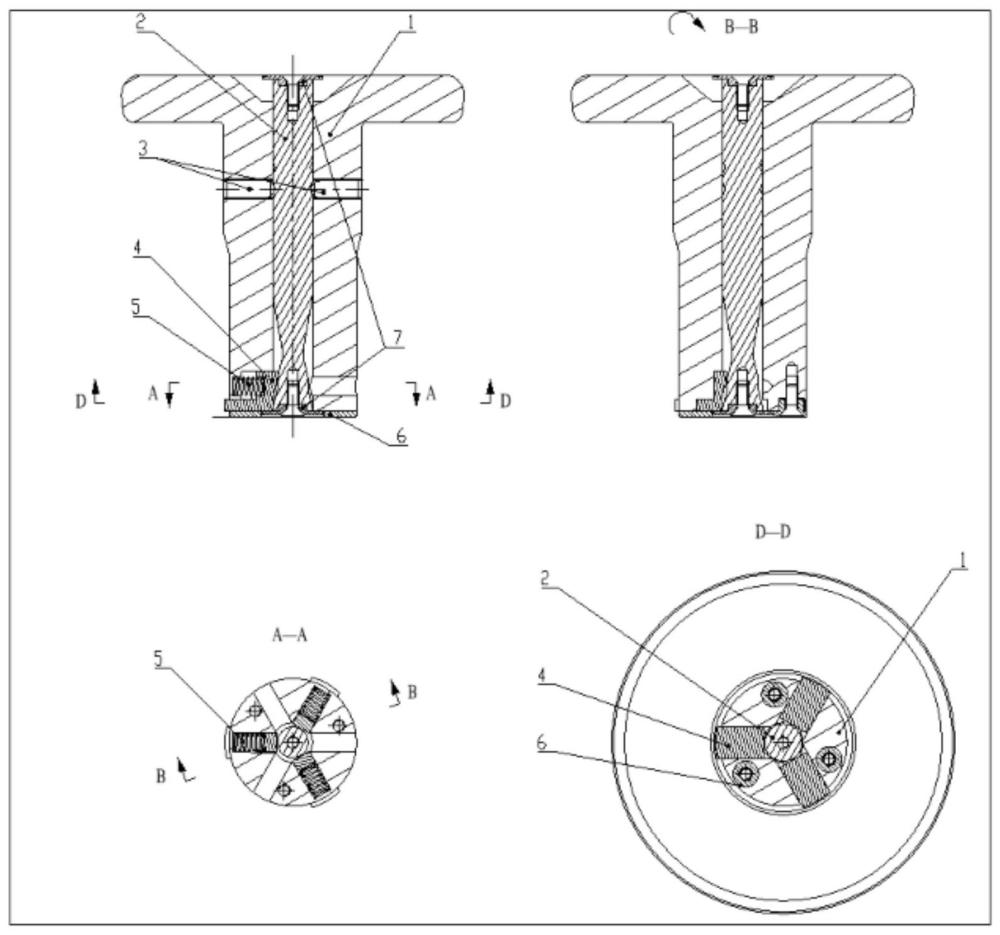
5、包括基体、活动柱、卡爪、圆柱螺旋弹簧、端盖、限位片;
6、所述活动柱安装在基体中心通孔内;
7、所述卡爪安装在基体一端的开槽处,能够沿径向移动;
8、所述圆柱螺旋弹簧安装在基体和卡爪之间;
9、所述端盖安装在基体上;
10、所述限位片安装在活动柱两端。
11、进一步地,所述基体为阶梯状圆柱体,从动锥齿轮与基体、半轴齿轮与基体之间均采用小间隙配合;
12、进一步地,所述活动柱为回转圆柱体,一端具有2段v形凹槽特征,另外一端具有一大一小的2段锥度相同的锥面特征,采用小间隙配合安装在基体中心通孔内。
13、进一步地,一种内置推力轴承的差速器总成装配工装,还包括弹簧柱塞定位锁销;
14、所述弹簧柱塞定位锁销为标准件,通过螺纹连接安装在基体上,定位锁销伸缩端球头与活动柱上的v形凹槽配合可将活动柱位置固定。
15、进一步地,所述卡爪为异形零件,一侧具有与活动柱锥面特征平行的斜面特征,一侧具有圆柱沉孔特征。
16、进一步地,所述圆柱螺旋弹簧两端分别在基体和卡爪的圆柱沉孔内。
17、进一步地,所述端盖具有定位圆柱销特征,与基体上的销孔配合并通过螺钉拧紧安装在基体上。
18、进一步地,所述限位片通过螺钉安装在活动柱两端。
19、进一步地,所述基体中心部位有通孔,一端具有开槽及径向圆柱沉孔特征。
20、一种内置推力轴承的差速器总成装配方法,包括以下步骤:
21、步骤一、使用内置推力轴承的差速器总成装配工装,将内置的推力轴承、给推力轴承提供径向定位孔的从动锥齿轮、与推力轴承相邻的半轴齿轮这三个零部件固联;
22、步骤二、将固定在一起的推力轴承、从动锥齿轮、半轴齿轮三个零件与装配半成品进行装配;
23、步骤三、卸下内置推力轴承的差速器总成装配工装,解除推力轴承、从动锥齿轮、半轴齿轮三个零件的固联状态。
24、与现有技术相比本发明的有益效果是:
25、本发明提出的装配工装及方法能够保证从动锥齿轮侧推力轴承在差速器总成装配过程中与从动齿轮位置固定,有效保证装配质量,单人即可完成装配且操作简便。
技术特征:
1.一种内置推力轴承的差速器总成装配工装,其特征在于:
2.根据权利要求1所述的一种内置推力轴承的差速器总成装配工装,其特征在于:
3.所述的一种内置推力轴承的差速器总成装配工装,其特征在于:
4.根据权利要求3所述的一种内置推力轴承的差速器总成装配工装,其特征在于:还包括弹簧柱塞定位锁销;
5.根据权利要求2所述的一种内置推力轴承的差速器总成装配工装,其特征在于:
6.根据权利要求5所述的一种内置推力轴承的差速器总成装配工装,其特征在于:
7.根据权利要求2所述的一种内置推力轴承的差速器总成装配工装,其特征在于:
8.根据权利要求1所述的一种内置推力轴承的差速器总成装配工装,其特征在于:
9.根据权利要求1所述的一种内置推力轴承的差速器总成装配工装,其特征在于:
10.一种内置推力轴承的差速器总成装配方法,其特征在于,包括以下步骤:
技术总结
本发明涉及一种内置推力轴承的差速器总成装配工装及方法;工装包括基体、活动柱、卡爪、圆柱螺旋弹簧、端盖、限位片;活动柱安装在基体中心通孔内;卡爪安装在基体一端的开槽处,能够沿径向移动;圆柱螺旋弹簧安装在基体和卡爪之间;端盖安装在基体上;限位片安装在活动柱两端;方法包括:使用本发明工装将推力轴承、从动锥齿轮、半轴齿轮这三个零部件固联;将固定在一起的三个零件与装配半成品进行装配;卸下内置推力轴承的差速器总成装配工装,解除三个零件的固定状态;本发明提出的装配工装及方法能够保证从动齿轮侧推力轴承在差速器总成装配过程中与从动齿轮位置固定,有效保证装配质量,单人即可完成装配且操作简便。
技术研发人员:李庄,麻松,赵洪福,孙超越,周宇博,陶雪松
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!