一种异种材料线性摩擦焊接方法与流程
本发明属于焊接,涉及一种异种材料线性摩擦焊接方法。
背景技术:
1、线性摩擦焊作为一种固相连接方法,在航空发动机整体叶盘焊接方面具有明显优势,当整体叶盘的叶片为空心结构或者叶片和轮盘采用异种材料时,线性摩擦焊更是最优的连接方法之一。但是当被焊的两种材料属性差异较大时,例如被焊材料一侧为不锈钢,另一侧为铝合金时,由于不锈钢和铝合金的强度和熔点存在显著差异,导致两种金属在进行线性摩擦焊接时会出现不锈钢一侧材料尚未产生塑性变形而铝合金一侧材料已经显著缩短,形成大量飞边的情况。铝合金一侧形成的飞边会带走大量的摩擦热量,导致摩擦界面温度降低,界面原子扩散不充分,无法形成有效连接的焊接接头。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种用于异种材料线性摩擦焊接的方法,可以使焊缝两侧形成均匀的飞边,保证焊接接头的连接质量。
2、本发明是通过以下技术方案来实现:
3、一种异种材料线性摩擦焊接方法,包括,
4、在进行异种材料线性摩擦焊接时,在材料接头强度低的一侧焊接接头加工形成台阶接头,将焊接限制套嵌套在台阶接头上,并采用焊接夹具压紧至焊接限制套上后,进行线性摩擦焊焊接,待焊接结束后,去除焊接飞边以及焊接限制套。
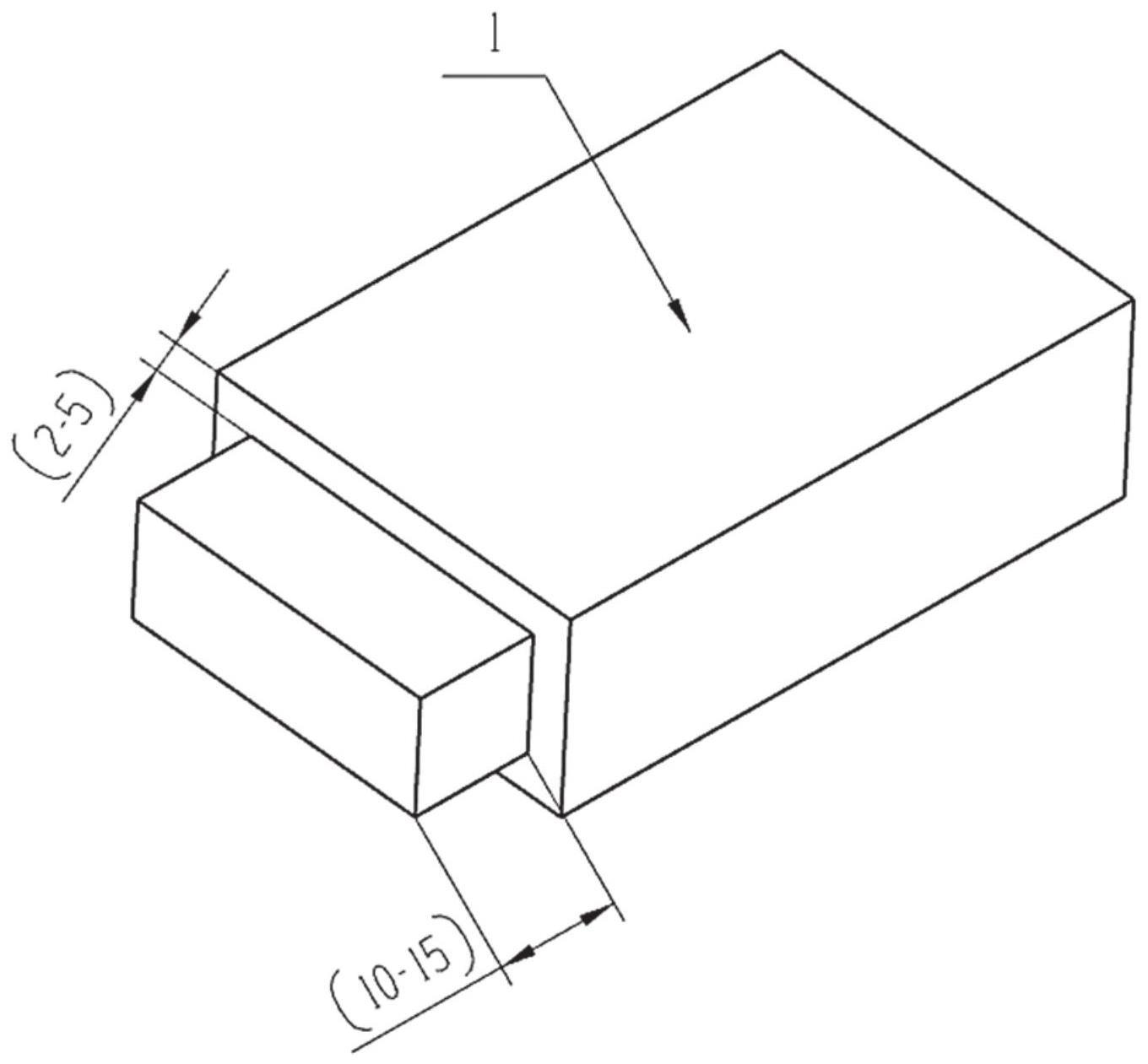
5、优选的,所述加工形成台阶接头的具体过程为:将材料强度低的一侧焊接接头四周加工出一圈长度10~15mm,深度2~5mm的台阶,形成台阶接头。
6、优选的,所述焊接限制套与材料接头强度高的一侧焊接接头的材质相同。
7、优选的,所述焊接限制套的内部腔体尺寸与台阶接头的外侧尺寸相同。
8、优选的,所述焊接限制套与台阶接头过盈配合连接。
9、优选的,所述过盈配合的过盈量在0.01~0.03mm之间。
10、优选的,所述焊接限制套为内部为中空的长方体结构。
11、优选的,所述采用焊接夹具将装有焊接限制套的材料强度低的一侧焊接接头夹持在焊机的顶段侧。
12、优选的,所述焊接夹具夹持的长度为5~7mm。
13、优选的,所述焊接限制套的边缘厚度为2~5mm,所述焊接限制套的内部腔体深度为10~15mm。
14、与现有技术相比,本发明具有以下有益的技术效果:
15、本发明提供一种用于异种材料线性摩擦焊接的方法,在进行异种材料线性摩擦焊接时,材料强度高的一侧焊接接头不作处理,材料接头强度低的一侧焊接接头四周去除一定量的金属,形成带台阶的焊接接头。制造一个与材料强度高的一侧焊接接头同材料的焊接限制套,限制套尺寸与接头强度低的一侧焊接接头去除的尺寸相同。焊接前将限制套套在强度低的一侧带台阶的焊接接头上,装夹时焊接夹具压紧至焊接限制套上,防止限制套在焊接时脱落。然后进行线性摩擦焊焊接,焊接时焊接限制套与焊接接头一起参与摩擦形成焊接接头。焊接结束后加工去除焊接飞边以及材料强度低的一侧接头上的焊接限制套即可,由于焊接限制套的限制作用,异种材料在进行线性摩擦焊接时,材料强度低的一侧焊接接头的塑性变形受到限制套的限制,因此不会过早的产生飞边,使焊接面热量大量散失,从而能够保证焊接接头达到较高的温度,保证焊接面两侧材料原子充分扩散,形成接头强度足够高的焊接接头,
16、进一步,由于限制套的材料与焊接接头一侧的金属相同,不会对焊缝产生污染,也不会对焊接接头强度造成不利影响。
技术特征:
1.一种异种材料线性摩擦焊接方法,其特征在于,包括,
2.根据权利要求1所述的一种异种材料线性摩擦焊接方法,其特征在于,所述加工形成台阶接头的具体过程为:将材料强度低的一侧焊接接头四周加工出一圈长度10~15mm,深度2~5mm的台阶,形成台阶接头。
3.根据权利要求1所述的一种异种材料线性摩擦焊接方法,其特征在于,所述焊接限制套与材料接头强度高的一侧焊接接头的材质相同。
4.根据权利要求1所述的一种异种材料线性摩擦焊接方法,其特征在于,所述焊接限制套的内部腔体尺寸与台阶接头的外侧尺寸相同。
5.根据权利要求1所述的一种异种材料线性摩擦焊接方法,其特征在于,所述焊接限制套与台阶接头采用过盈配合连接。
6.根据权利要求5所述的一种异种材料线性摩擦焊接方法,其特征在于,所述过盈配合的过盈量在0.01~0.03mm之间。
7.根据权利要求1所述的一种异种材料线性摩擦焊接方法,其特征在于,所述焊接限制套为内部为中空的长方体结构。
8.根据权利要求1所述的一种异种材料线性摩擦焊接方法,其特征在于,所述采用焊接夹具将装有焊接限制套的材料强度低的一侧焊接接头夹持在焊机的顶段侧。
9.根据权利要求8所述的一种异种材料线性摩擦焊接方法,其特征在于,所述焊接夹具夹持的长度为5~7mm。
10.根据权利要求1所述的一种异种材料线性摩擦焊接方法,其特征在于,所述焊接限制套的边缘厚度为2~5mm,所述焊接限制套的内部腔体深度为10~15mm。
技术总结
本发明提供了一种异种材料线性摩擦焊接方法,包括,在进行异种材料线性摩擦焊接时,在材料接头强度低的一侧焊接接头加工形成台阶接头,将焊接限制套嵌套在台阶接头上,并采用焊接夹具压紧至焊接限制套上后,进行线性摩擦焊焊接,待焊接结束后,去除焊接飞边以及焊接限制套。由于焊接限制套的限制作用,异种材料在进行线性摩擦焊接时,材料强度低的一侧焊接接头的塑性变形受到限制套的限制,因此不会过早的产生飞边,使焊接面热量大量散失,从而能够保证焊接接头达到较高的温度,保证焊接面两侧材料原子充分扩散,形成接头强度足够高的焊接接头。
技术研发人员:陈涛,杨薇,王建涛,韦瑾,徐梦丹,寇胤泽,许婕,段青
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!