一种改善侧围前风挡面品质量的工艺方法与流程
本发明属于汽车,具体涉及一种改善侧围前风挡面品质量的工艺方法。
背景技术:
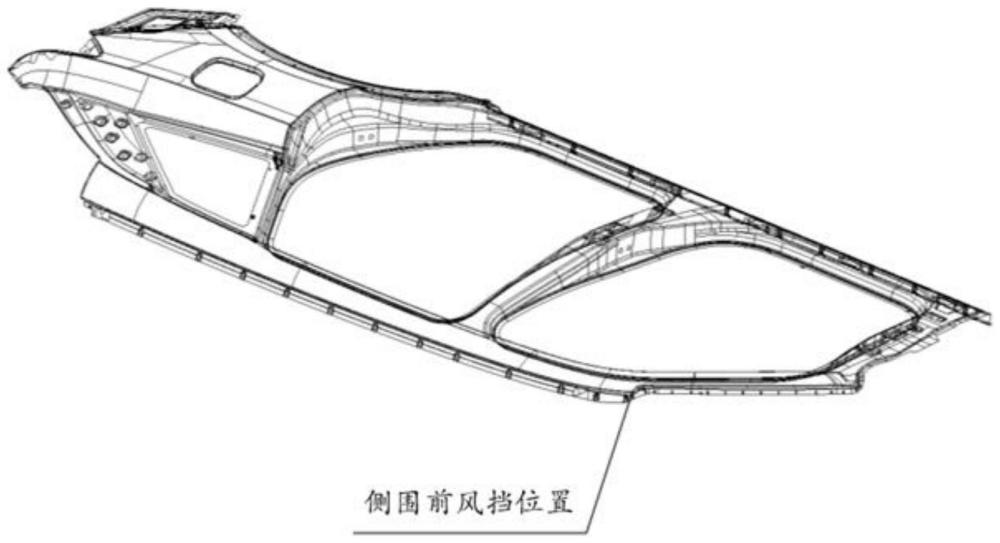
1、侧围前风挡位置在冲压成形过程中,经常发生a面面品(暗坑)问题,一旦问题发生,极难解决。以往改善此面品问题解决方法,是在调试和交付阶段,通过钳工手工调整凸模状态来实现,会造成大量资源和周期的浪费,且改善效果有限。
2、侧围前风挡位置在冲压模具中的成形工艺,由拉延和斜翻边两道工序实现,分析产生暗坑的原因,主要有以下两个方面:
3、1、产品的翻边轮廓是一条剧烈变化的曲线,且翻边深度较深,成形过程中,局部a面堆料,导致面品问题的产生;
4、2、在冲压工艺设计阶段,为了使拉延过程更加顺畅,工艺补充型面过度做的很平缓,但斜翻边工序需要将平缓的工艺补充型面翻到剧烈变化的产品型面,由翻边成形不均匀导致的棱线r起伏,反应出面品缺陷。
技术实现思路
1、为了解决侧围前风挡位置在冲压成形过程中,经常发生a面面品(暗坑)等问题,本发明提供了一种改善侧围前风挡面品质量的工艺方法,该方法可消除钳工手工调整周期和资源的浪费,面品质量改善效果明显。
2、本发明通过如下技术方案实现:
3、一种改善侧围前风挡面品质量的工艺方法,具体包括如下步骤:
4、步骤一:定义侧围前风挡的相关造型特征;
5、步骤二:拉延工艺补充造型,具体步骤如下:
6、随产品凹形做工艺补充凹形拔模面,使其延伸面距离侧围a面小于2mm。
7、进一步地,步骤一中,设定侧围的轮廓曲线l,即为模具的翻边镶块和压料板的分界线,轮廓曲线l的凸和凹导致翻边多料或者缺料两种不同的状态,其中,a点为凸区,b点为凹区,当斜翻边时,a点区域多料,b点区域缺料,定义γ为a点区域的产品表面夹角,r为b点位置的产品回转圆角。
8、进一步地,所述γ≥100°,r≥40mm。
9、第二方面,本发明提供了一种用于改善侧围前风挡面品质量的工艺方法的整形模具,包括上模本体1、上打杆3、主压料板4、翻边镶块5、斜压料板7、平衡块8、填充凸模9及下模本体10;其中,所述主压料板4安装在上模本体1上,主压料板4上设置有上打杆3,上打杆3用于为主压料板4提供压料力的力源,所述平衡块8安装在斜楔压料板7上,所述斜楔压料板7与翻边镶块5均安装在上模本体1上,随着上模本体1一起运动;填充凸模9安装在下模本体10上,当斜楔压料板7行程释放完成后,翻边镶块5开始翻边,通过翻边镶块5和填充凸模9挤压成形,完成翻边。
10、进一步地,所述整形模具还包括工作限制器2,所述工作限制器2安装在下模本体10上,当上模本体1与下模本体10上的工作限制器2墩死后,翻边工作结束。
11、进一步地,所述斜压料板7与氮气缸6连接,所述氮气缸6用于提供力源给斜楔压料板7,使其开始接触板料。
12、第三方面,本发明还提供了一种侧围前风挡,所述侧围前风挡使用所述一种改善侧围前风挡面品质量的工艺方法制造。
13、第四方面,本发明还提供了一种车辆,包括所述的一种侧围前风挡。
14、与现有技术相比,本发明的优点如下:
15、本发明的一种改善侧围前风挡面品质量的工艺方法,从产品造型和冲压工艺两个角度出发,改善侧围前风挡位置的面品质量。首先,剧烈变化的产品棱线造型,会对成形过程造成最直接的影响,因此,本发明从产品角度出发,界定了有利于侧围产品前风挡位置面品改善的造型特征,在保证产品美观和功能性的同时,最大限度地改善由翻边轮廓剧烈变化带来的面品问题;其次,从冲压工艺角度出发,在保证拉延无成形性问题的情况下,适当牺牲工艺补充过度面的平缓程度,使其更贴近产品,减轻翻边成形不均匀的情况,从而改善面品问题。
技术特征:
1.一种改善侧围前风挡面品质量的工艺方法,其特征在于,具体包括如下步骤:
2.如权利要求1所述的一种改善侧围前风挡面品质量的工艺方法,其特征在于,步骤一中,设定侧围的轮廓曲线l,即为模具的翻边镶块和压料板的分界线,轮廓曲线l的凸和凹导致翻边多料或者缺料两种不同的状态,其中,a点为凸区,b点为凹区,当斜翻边时,a点区域多料,b点区域缺料,定义γ为a点区域的产品表面夹角,r为b点位置的产品回转圆角。
3.如权利要求2所述的一种改善侧围前风挡面品质量的工艺方法,其特征在于,所述γ≥100°,r≥40mm。
4.一种用于改善侧围前风挡面品质量的工艺方法的整形模具,用于实现如权利要求1所述的工艺方法,其特征在于,包括上模本体1、上打杆3、主压料板4、翻边镶块5、斜压料板7、平衡块8、填充凸模9及下模本体10;其中,所述主压料板4安装在上模本体1上,主压料板4上设置有上打杆3,上打杆3用于为主压料板4提供压料力的力源,所述平衡块8安装在斜楔压料板7上,所述斜楔压料板7与翻边镶块5均安装在上模本体1上,随着上模本体1一起运动;填充凸模9安装在下模本体10上,当斜楔压料板7行程释放完成后,翻边镶块5开始翻边,通过翻边镶块5和填充凸模9挤压成形,完成翻边。
5.如权利要求4所述的一种用于改善侧围前风挡面品质量的工艺方法的整形模具,其特征在于,所述整形模具还包括工作限制器2,所述工作限制器2安装在下模本体10上,当上模本体1与下模本体10上的工作限制器2墩死后,翻边工作结束。
6.如权利要求4所述的一种用于改善侧围前风挡面品质量的工艺方法的整形模具,其特征在于,所述斜压料板7与氮气缸6连接,所述氮气缸6用于提供力源给斜楔压料板7,使其开始接触板料。
7.一种侧围前风挡,其特征在于,所述侧围前风挡使用权利要求1所述的一种改善侧围前风挡面品质量的工艺方法制造。
8.一种车辆,其特征在于,包括如权利要求7所述的一种侧围前风挡。
技术总结
本发明公开了一种改善侧围前风挡面品质量的工艺方法,属于汽车技术领域,包括:步骤一:定义侧围前风挡的相关造型特征;步骤二:拉延工艺补充造型,随产品凹形做工艺补充凹形拔模面,使其延伸面距离侧围A面小于2mm。本发明从产品角度出发,界定了有利于侧围产品前风挡位置面品改善的造型特征,在保证产品美观和功能性的同时,最大限度地改善由翻边轮廓剧烈变化带来的面品问题;其次,从冲压工艺角度出发,在保证拉延无成形性问题的情况下,适当牺牲工艺补充过度面的平缓程度,使其更贴近产品,减轻翻边成形不均匀的情况,从而改善面品问题。
技术研发人员:李春阳,张雄飞,赵辉,袁安刚,于博,王春蕾,田仁鑫,康天宇,李明
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!