一种贯穿杆与后壳体铆接装置及方法与流程
本发明属于汽车制动系统中贯穿式真空助力器部件的生产装置,尤其涉及一种贯穿杆与后壳体铆接装置及方法。
背景技术:
1、助力器是利用液压、气压、真空(负压)或电能来增加驾驶员施加于踏板上力的部件。目前助力器有气压助力器、真空助力器、电动助力器、液压助力器等。
2、真空助力器总成是汽车制动系统中的关键部件,它的主要作用是通过踏板力的作用,通过真空助力器放大伺服力,作用在制动主缸上,使其向前运动压缩主缸内制动液,再通过制动主缸出油口向整车的制动系统输送液压,从而实现汽车的刹车功能。
3、早期的真空助力器多为非贯穿结构,通过前后腔体产生的真空压差产生压力从而使输出力变大,达到助力作用。随着车辆的发展,对真空助力器的重量提出了新的要求,通过验证,将前、后壳体厚度变薄,同时增加贯穿杆,使真空助力器受力作用于贯穿杆,保证了助力器的强度,通过批量验证及平台化发展,逐渐发展成现在的贯穿式前包后真空助力器结构。
4、贯穿式前包后结构的真空助力器总成,为了保证装配工艺性要求,将贯穿杆与后壳体铆接成一体,对贯穿杆与后壳体铆接处有严格的强度和密封性要求,由于贯穿杆通常较长,铆接后2个贯穿杆的平行度偏差较大,铆接后不易退料,同时铆接面容易出现压痕,导致泄露。
技术实现思路
1、本发明提供一种贯穿杆与后壳体铆接装置及方法,以解决目前存在的铆点质量和退料问题。
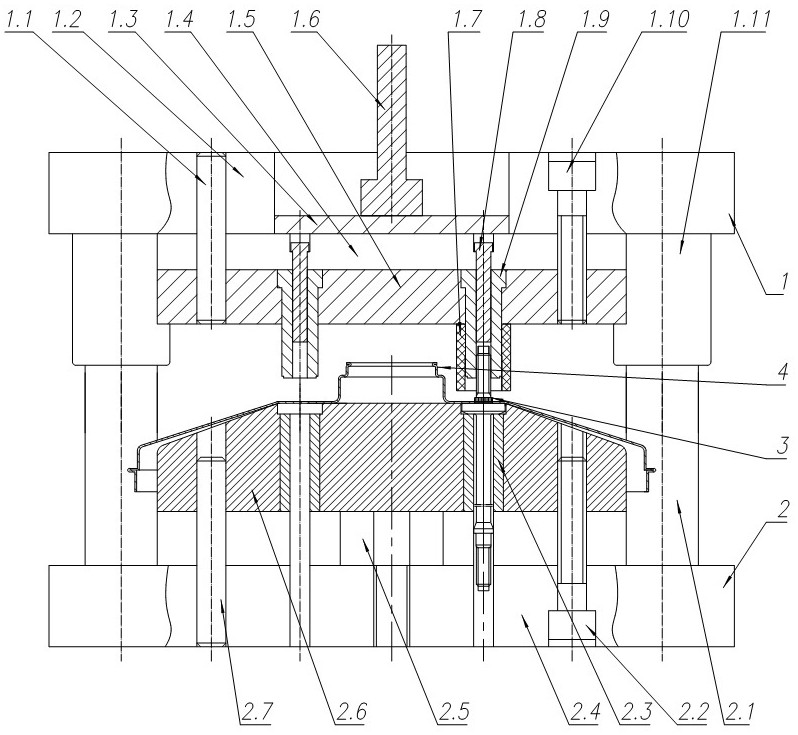
2、本发明采取的技术方案是,包括上模和下模, 上模的导套与下模的导柱滑动连接,所述上模包括定位销一、模板、退件板、上垫板、上定板、退料、缓冲套、退件器、上冲头、螺钉一和导套,其中模板、上垫板和上定板通过定位销一定位及螺钉一固定连接,上冲头与上定板过盈连接,缓冲套套接在上冲头外部,退件板与模板滑动连接,退料与退件板上面固定连接,退件器与退件板下面螺纹连接,导套与模板下面固定连接;所述下模包括导柱、螺钉二、下冲头、模座、下垫板、下定板和定位销二,其中模座、下垫板和下定板通过定位销二及螺钉二固定连接,下冲头镶嵌在下定板中,导柱与模座上面连接。
3、一种贯穿杆与后壳体铆接方法,包括下列步骤:
4、(1)、上模和下模分别通过螺栓固定在冲压设备上,将导向杆放在下冲头中,然后将后壳体放在下顶板上;
5、(2)启动按钮,冲压设备带动上模下压,缓冲套先接触后壳体,随着设备的下压,缓冲套压缩,预压后壳体,对后壳体和导向杆起固定作用,保证导向杆与后壳体能够压实;
6、(3)随着设备的下压,上冲头下压导向杆的直纹,将直纹压缩,直纹多余的料充满贯穿杆与后壳体螺钉孔的间隙,形成永久变形,形成铆点,达到固接的要求;
7、(4)、当铆接完成后,停留一段时间,上模随着冲压设备上移,带动上模回到原位,上冲头将导向杆从下冲头中拔出,退料先触碰冲压设备定位面后停止移动,随着冲压设备带动模板继续上移,退料板压缩退件板,然后压缩退件器,退件器触碰导向杆后将其向下推,将导向杆推离上冲头进行退料;
8、(5)、取下后壳体铆接部件,完成对导向杆与后壳体的铆接。
9、本发明所述步骤(3)中要求铆接面平整,无毛刺,铆接后破坏力矩≥30n,并且满足密封性要求。
10、本发明所述模板上有条形豁口,可以将退料、退件板、退件器取出。
11、本发明所述退件器包括不同的长度,可以根据导向杆的长度更换不同尺寸的退件器。
12、本发明的优点是结构新颖,用来完成2个导向杆与后壳体铆接的操作,能够保证产品铆点质量,并自行完成退料,上冲头和下冲头为消耗品可以进行更换,缓冲套的预压缩设置可以保证贯穿杆与后壳体形成稳定的配合关系,不会因为上冲头的压缩导致导向杆位置发生变化或者抖动,出现上冲头划伤导向杆的螺纹面,铆点不平整等问题而影响产品质量。可以根据导向杆的长度匹配不同的退件器,模板上方的条形豁槽设计,可以方便取出退料、退件板、退件器,从而进行更换推进器。
技术特征:
1.一种贯穿杆与后壳体铆接装置,其特征在于:包括上模和下模, 上模的导套与下模的导柱滑动连接,所述上模包括定位销一、模板、退件板、上垫板、上定板、退料、缓冲套、退件器、上冲头、螺钉一和导套,其中模板、上垫板和上定板通过定位销一定位及螺钉一固定连接,上冲头与上定板过盈连接,缓冲套套接在上冲头外部,退件板与模板滑动连接,退料与退件板上面固定连接,退件器与退件板下面螺纹连接,导套与模板下面固定连接;所述下模包括导柱、螺钉二、下冲头、模座、下垫板、下定板和定位销二,其中模座、下垫板和下定板通过定位销二及螺钉二固定连接,下冲头镶嵌在下定板中,导柱与模座上面连接。
2.一种采用如权利要求1所述贯穿杆与后壳体铆接装置的方法,其特征在于,包括下列步骤:
3.根据权利要求2所述贯穿杆与后壳体铆接方法,其特征在于:所述步骤(3)中要求铆接面平整,无毛刺,铆接后破坏力矩≥30n,并且满足密封性要求。
4.根据权利要求2所述贯穿杆与后壳体铆接方法,其特征在于:所述模板上有条形豁口,可以将退料、退件板、退件器取出。
5.根据权利要求2所述贯穿杆与后壳体铆接方法,其特征在于:所述退件器包括不同的长度,可以根据导向杆的长度更换不同尺寸的退件器。
技术总结
本发明涉及一种贯穿杆与后壳体铆接装置及方法,属于汽车制动系统中贯穿式真空助力器部件的生产装置。上模的导套与下模的导柱滑动连接,所述上模包括定位销一、模板、退件板、上垫板、上定板、退料、缓冲套、退件器、上冲头、螺钉一和导套,下模包括导柱、螺钉二、下冲头、模座、下垫板、下定板和定位销二。优点是结构新颖,用来完成2个导向杆与后壳体铆接的操作,能够保证产品铆点质量,并自行完成退料,上冲头和下冲头为消耗品可以进行更换,缓冲套的预压缩设置可以保证贯穿杆与后壳体形成稳定的配合关系,可以根据导向杆的长度匹配不同的退件器,可以方便取出退料、退件板、退件器,从而进行更换推进器。
技术研发人员:吕艳全,董可心,王战友,姚亮,刘佳奇,乔敏,吕施瑶,吕大中,李丕雷,涂中萍
受保护的技术使用者:吉林东光奥威汽车制动系统有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!