一种不锈钢地铁底架边梁焊接工装及使用方法与流程
本发明涉及城轨客车底架边梁整体焊接时的辅助定位,具体涉及一种不锈钢地铁底架边梁焊接工装及使用方法。
背景技术:
1、本发明涉及一种不锈钢地铁底架边梁焊接工装及使用方法,工装用于不锈钢铁路客车底架边梁的焊接。根据不锈钢铁路客车编组中各车型功能不同,各车型底架边梁存在着差异。现在各主机厂中底架边梁点焊工装,主要采用固定式支撑结构,通过螺栓等固定连接。车型切换过程中,工人需要将固定结构拆下,人工测量等方式来调整工装位置,耗时耗力。
2、随着传统制造业产业升级,老式工装严重拖累产业升级,因此研发数字化工装,完成产业升级,保证生产过程更简单易行,成为工业4.0的必要条件。基于此,现有技术仍然有待改进。
3、授权公告号为cn104889656a的发明专利提供了一种用于城轨客车底架边梁合成焊接的辅助定位装置。该专利所涉工装应用于城轨客车底架边梁整体焊接时的辅助定位。该装置包括多个双边梁定位t型平台、多个翻转驱动机构、多个连接板夹持转臂和钢管转轴。
4、该工装常态化生产时,底架边梁放置在双变量定位t型平台上,由横向丝杠顶头和中心定位挡块进行横向定位,由纵向压紧螺和锁紧螺进行纵向夹紧;通过多个连接板夹持转臂对连接板进行固定;钢管转轴在翻转驱动机构的带动下进行转动,将固定有连接板的连接板夹持转臂固定到边梁里,再由焊接设备进行焊接。该发明每次底架边梁的装卸都需要对横向丝杠顶头和锁紧螺母进行上紧和卸紧的工作,每次生产都需要对15-18个丝杠和螺母进行上紧和卸紧工作,浪费人力,影响生产效率。
5、且由于该工装通过立柱支座与地面进行牢固固定,当工装应用于其他车型生产时,需要对立柱支座进行调整时,需要有很多人进行调整,会花费大量时间,效率极低;同时,立柱支座的多次调整会对其下方基础产生不良影响,如地基开裂、金属基础平面损毁等。同样如果通过调整连接板夹持转臂进行调整会影响极大影响生产效率。
技术实现思路
1、针对现有技术的不足,本发明提出一种不锈钢地铁底架边梁焊接工装及使用方法,以解决现有的城轨客车底架边梁合成焊接的辅助定位装置至少存在工作效率较低的问题。
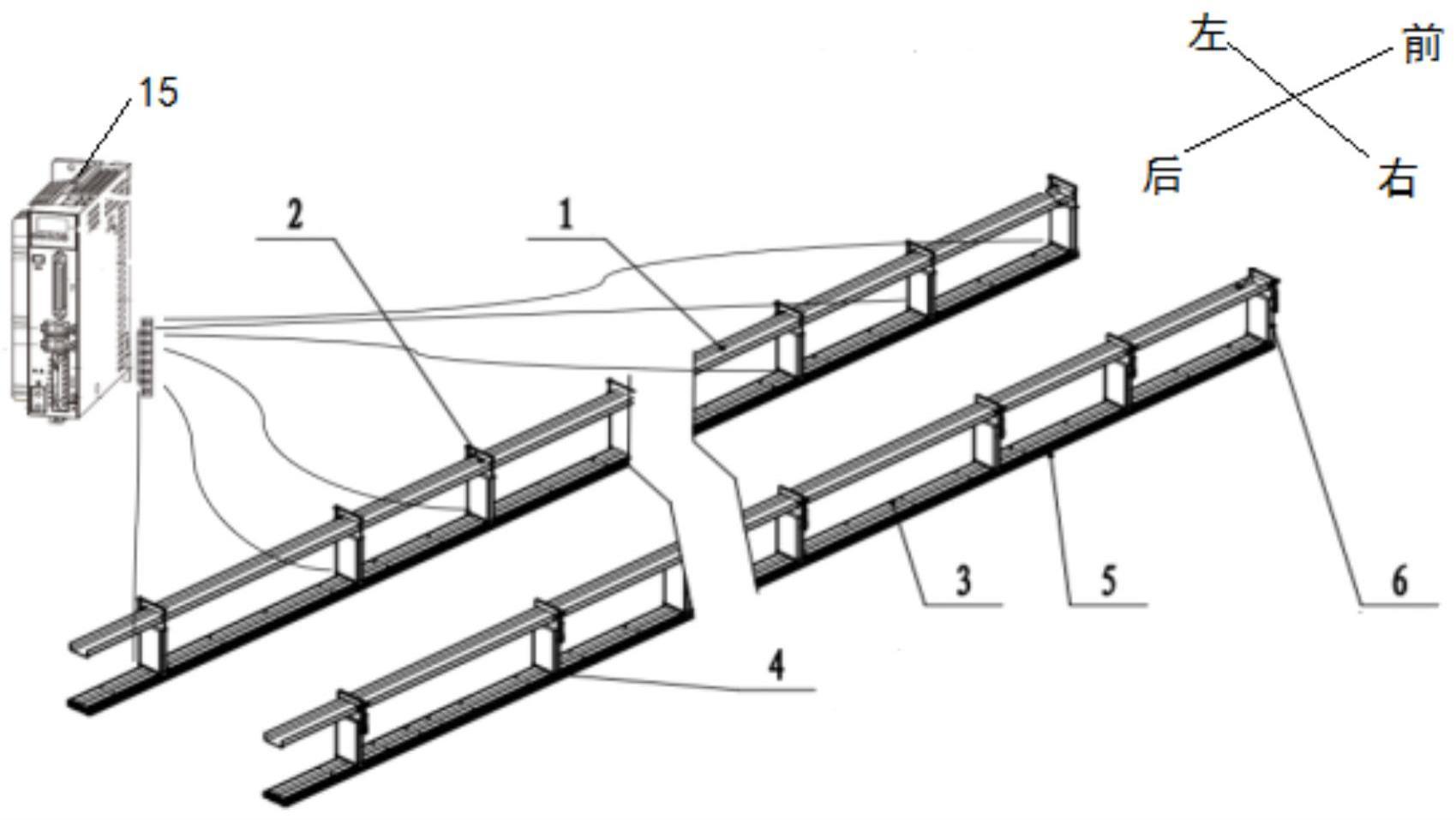
2、一种不锈钢地铁底架边梁焊接工装,包括左右对称的两套底架边梁工装系统,每套底架边梁工装系统包括:直线滑轨、多个移动支撑机构、控制系统和多个翻转机构。直线滑轨沿前后方向延伸;多个移动支撑机构沿直线滑轨可移动地设置,多个移动支撑机构设置成用于支撑地铁的底架边梁;控制系统用于根据需求控制每个移动支撑机构的位置;每个翻转机构设置于一个移动支撑机构上,翻转机构上设置有能够使连接板插入的插装槽,插装槽设置为在连接板插入时能够夹紧连接板,且每个翻转机构具有第一状态和第二状态,翻转机构处于第一状态时底架边梁上方空间打开,翻转机构处于第二状态时带动连接板放置于底架边梁上的预设位置。
3、进一步地,翻转机构包括边梁压板、连接板压板、压紧螺栓和驱动组件;边梁压板有两个,连接板压板设置于两个边梁压板之间,连接板具有第一端部和第二端部,连接板的第一端部相对于两个边梁压板固定设置,连接板的第二端部与其中一个边梁压板之间形成用于使连接板插入的插装槽,连接板的第二端部包括凸起部,凸起部用于与其中一个边梁压板共同配合以夹紧连接板;连接板压板中至少凸起部为弹簧钢材质;压紧螺栓设置在另一个边梁压板上,压紧螺栓设置为顶压凸起部,使凸起部与连接板紧贴;驱动组件用于驱动边梁压板绕第一参考轴线转动,带动连接板放置于底架边梁的预设位置上。
4、进一步地,移动支撑机构包括基座体、动力滑块、边梁支撑板和支座连接件;动力滑块安装在基座体的下方,用于带动基座体沿直线滑轨移动;边梁支撑板通过支座连接件安装在基座体的上部,边梁支撑板上开设有用于放置底架边梁的支撑槽,边梁压板绕第一参考轴线可转动地安装于边梁支撑板,第一参考轴线与底架边梁的延伸方向同向。
5、进一步地,动力滑块为有驱动机构的滑块,驱动机构为直线电机,控制系统包括伺服系统、位置反馈装置和限位开关,动力滑块通过伺服系统、位置反馈装置和限位开关来获取位置信息。
6、进一步地,驱动组件包括电动推杆,电动推杆具有固定端和相对于固定端可伸缩的伸缩端,固定端绕第二参考轴线相对于基座体可转动地设置,边梁压板绕第三参考轴线可转动地安装于伸缩端,第二参考轴线、第三参考轴线与第一参考轴线同向。
7、进一步地,基座体为长方体状,驱动组件还包括推杆安装座,推杆安装座安装于基座体的一个竖直侧面,电动推杆的固定端绕第二参考轴线可转动地安装于推杆安装座上。
8、进一步地,电动推杆内部设有限位开关,限位开关设置为在电动推杆到达限位后自动保持限位状态。
9、进一步地,翻转机构还包括压板垫板,压板垫板设置于两个边梁压板之间,且通过螺栓与两个边梁压板固定连接,压板垫板上设置有安装槽,连接板压板的第一端部安装于安装槽内,以使连接板的第二端部与其中一个边梁压板之间形成插装槽。
10、一种不锈钢地铁底架边梁焊接工装的使用方法,利用上述的不锈钢地铁底架边梁焊接工装,包括以下步骤:
11、s1,对多个移动支撑机构的摆放位置进行调试;根据不同车型的连接板位置的不同,控制系统调节多个移动支撑机构的位置,使每个移动支撑机构沿直线滑轨移动到指定位置;
12、s2,地铁底架边梁的放置;通过吊装设备将底架边梁吊装到多个移动支撑机构上,且使底架边梁的开口朝上;
13、s3,连接板的安装;翻转机构调整为第一状态,将每个连接板的一端插入对应的一个翻转机构的插装槽中;
14、s4,连接板与底架边梁的固定;翻转机构由第一状态调整为第二状态,使连接板放置在底架边梁的预设位置上,此时连接板所在位置即为该车型连接板装配位置,即可对底架边梁和连接板点焊进行施焊,将连接板与底架边梁固定。
15、进一步地,步骤s3和s4中,多个翻转机构同步工作。
16、本发明的有益效果为:
17、本发明所涉工装对移动支撑机构和多个翻转机构进行了电气化设计,通过控制系统实现工装数字化,使其能根据需求控制每个移动支撑机构的位置,以适用不同车型,且能实现多车型生产准备中工装的快速调整,实现工装控制的数字化,提高工作效率。
18、本发明所涉工装通过简单的装置对底架边梁进行固定,允许底架边梁在工艺允许的范围内进行有效的支撑和固定,工装中通过简单机械结构快速卸载底架边梁的工作,进一步提高了工作效率。
19、本发明工装的使用方法能够充分发挥本工装的优势,实现底架边梁与连接板点焊工作的机械化生产,降低生产的人力成本。
技术特征:
1.一种不锈钢地铁底架边梁焊接工装,其特征在于,包括左右对称的两套底架边梁工装系统,每套底架边梁工装系统包括:
2.根据权利要求1所述的不锈钢地铁底架边梁焊接工装,其特征在于,所述翻转机构包括边梁压板、连接板压板、压紧螺栓和驱动组件;边梁压板有两个,连接板压板设置于两个边梁压板之间,连接板具有第一端部和第二端部,连接板的第一端部相对于两个边梁压板固定设置,连接板的第二端部与其中一个边梁压板之间形成用于使连接板插入的所述插装槽,所述连接板的第二端部包括凸起部,所述凸起部用于与其中一个边梁压板共同配合以夹紧所述连接板;所述连接板压板中至少凸起部为弹簧钢材质;压紧螺栓设置在另一个边梁压板上,压紧螺栓设置为顶压所述凸起部,使凸起部与所述连接板紧贴;所述驱动组件用于驱动所述边梁压板绕第一参考轴线转动,带动所述连接板放置于所述底架边梁的预设位置上。
3.根据权利要求2所述的不锈钢地铁底架边梁焊接工装,其特征在于,所述移动支撑机构包括基座体、动力滑块、边梁支撑板和支座连接件;动力滑块安装在基座体的下方,用于带动基座体沿所述直线滑轨移动;所述边梁支撑板通过所述支座连接件安装在所述基座体的上部,边梁支撑板上开设有用于放置所述底架边梁的支撑槽,所述边梁压板绕第一参考轴线可转动地安装于所述边梁支撑板,所述第一参考轴线与所述底架边梁的延伸方向同向。
4.根据权利要求3所述的不锈钢地铁底架边梁焊接工装,其特征在于,所述动力滑块为有驱动机构的滑块,所述驱动机构为直线电机,所述控制系统包括伺服系统、位置反馈装置和限位开关,所述动力滑块通过伺服系统、位置反馈装置和限位开关来获取位置信息。
5.根据权利要求4所述的不锈钢地铁底架边梁焊接工装,其特征在于,所述驱动组件包括电动推杆,所述电动推杆具有固定端和相对于固定端可伸缩的伸缩端,所述固定端绕第二参考轴线相对于基座体可转动地设置,所述边梁压板绕第三参考轴线可转动地安装于所述伸缩端,所述第二参考轴线、第三参考轴线与第一参考轴线同向。
6.根据权利要求5所述的不锈钢地铁底架边梁焊接工装,其特征在于,所述基座体为长方体状,所述驱动组件还包括推杆安装座,所述推杆安装座安装于所述基座体的一个竖直侧面,所述电动推杆的固定端绕第二参考轴线可转动地安装于所述推杆安装座上。
7.根据权利要求5所述的不锈钢地铁底架边梁焊接工装,其特征在于,所述电动推杆内部设有限位开关,限位开关设置为在电动推杆到达限位后自动保持限位状态。
8.根据权利要求2所述的不锈钢地铁底架边梁焊接工装,其特征在于,所述翻转机构还包括压板垫板,所述压板垫板设置于所述两个边梁压板之间,且通过螺栓与两个所述边梁压板固定连接,所述压板垫板上设置有安装槽,所述连接板压板的第一端部安装于所述安装槽内,以使所述连接板的第二端部与其中一个边梁压板之间形成所述插装槽。
9.一种不锈钢地铁底架边梁焊接工装的使用方法,其特征在于,利用权利要求1至8中任意一项所述的不锈钢地铁底架边梁焊接工装,包括以下步骤:
10.根据权利要求9所述的不锈钢地铁底架边梁焊接工装的使用方法,其特征在于,所述步骤s3和s4中,多个翻转机构同步工作。
技术总结
本发明涉及城轨客车底架边梁整体焊接时的辅助定位技术领域,具体涉及一种不锈钢地铁底架边梁焊接工装及使用方法。一种不锈钢地铁底架边梁焊接工装,包括左右对称的两套底架边梁工装系统,每套底架边梁工装系统包括:直线滑轨、多个移动支撑机构、控制系统和多个翻转机构。本发明所涉工装对移动支撑机构和多个翻转机构进行了电气化设计,通过控制系统实现工装数字化,使其能根据需求控制每个移动支撑机构的位置,以适用不同车型,且能实现多车型生产准备中工装的快速调整,实现工装控制的数字化,提高了工作效率。
技术研发人员:郭佳,姜楠,朱晓贺,王喆,刘涛,刘文硕,吴同旭,李海涛,刘树义,黄伟
受保护的技术使用者:中车大连机车车辆有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!