一种焊接过程监测分析方法、装置和系统与流程
本发明涉及计算机领域,特别是涉及一种焊接过程监测分析方法、装置和系统。
背景技术:
1、回流焊机是一种用于表面贴装(smt)电子元件的设备,用于将电子元件安装在pcb(printed circuit board)板上。回流焊机主要由预热区、加热区和冷却区组成,通过控制不同区域的温度,使得焊接过程中元件焊脚处的焊锡受到不同程度的温度作用而溶解,使元件和pcb板能够达到一定的焊接连接的牢固性和可靠性。
2、但如果对于回流焊机内部各区域的温度设置不合理,或者由于炉中部件出现异常而导致局部区域的温度异常都可能会导致焊锡发生异常溶解,进而会导致焊接产品不合格;对于回流焊机的炉温,现有的方式主要是通过将待焊接的产品放入回流焊机,使其在炉中经历整个过程输出后,再对产品的焊接情况进行检查,并依据焊接情况来判断回流焊机的炉温是否出现问题,而这种方式只能够判断回流焊机存在问题与否,而无法得知具体是回流焊机的哪些部分存在炉温问题,进而会导致工作人员难以确定问题区域,无法有针对性的对问题区域的相关温控装置进行排查,每次都需要对整机进行排查维护,大大增加了排查的工作量。
3、因此,现有技术存在难以对整个焊接过程的炉温与焊锡的状态进行监测分析以确定回流焊机中异常炉温发生位置的问题。
技术实现思路
1、基于此,有必要针对上述的问题,提供一种焊接过程监测分析方法、装置和系统。
2、本发明实施例是这样实现的,一种焊接过程监测分析方法,所述方法包括:
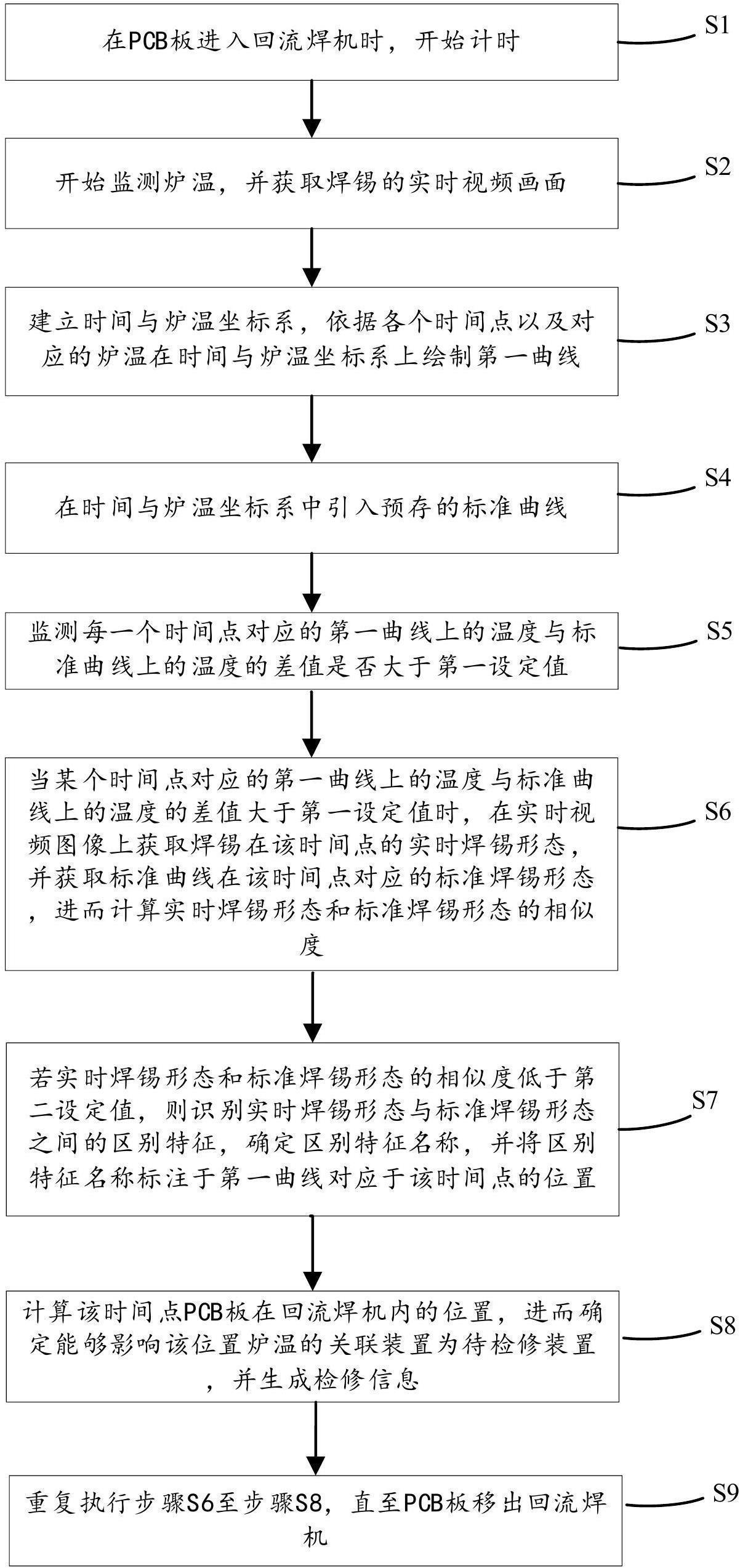
3、s1:在pcb板进入回流焊机时,开始计时;
4、s2:开始监测炉温,并获取焊锡的实时视频画面;
5、s3:建立时间与炉温坐标系,依据各个时间点以及对应的炉温在时间与炉温坐标系上绘制第一曲线;
6、s4:在时间与炉温坐标系中引入预存的标准曲线,其中,标准曲线为使焊锡能够按照预设溶解过程溶解的温度所对应的时间和炉温的关系曲线;
7、s5:监测每一个时间点对应的第一曲线上的温度与标准曲线上的温度的差值是否大于第一设定值;
8、s6:当某个时间点对应的第一曲线上的温度与标准曲线上的温度的差值大于第一设定值时,在实时视频画面上获取焊锡在该时间点的实时焊锡形态,并获取标准曲线在该时间点对应的标准焊锡形态,进而计算实时焊锡形态和标准焊锡形态的相似度;
9、s7:若实时焊锡形态和标准焊锡形态的相似度低于第二设定值,则识别实时焊锡形态与标准焊锡形态之间的区别特征,确定区别特征名称,并将区别特征名称标注于第一曲线对应于该时间点的位置;
10、s8:计算该时间点pcb板在回流焊机内的位置,进而确定能够影响该位置炉温的关联装置为待检修装置,并生成检修信息;
11、s9:重复执行步骤s6至步骤s8,直至pcb板移出回流焊机。
12、在其中一个实施例中,本发明提供了一种焊接过程监测分析装置,所述装置包括:
13、第一处理模块,用于在pcb板进入回流焊机时,开始计时;
14、第一监测模块,用于开始监测炉温,并获取焊锡的实时视频画面;
15、第二处理模块,用于建立时间与炉温坐标系,依据各个时间点以及对应的炉温在时间与炉温坐标系上绘制第一曲线;
16、第三处理模块,用于在时间与炉温坐标系中引入预存的标准曲线,其中,标准曲线为使焊锡能够按照预设溶解过程溶解的温度所对应的时间和炉温的关系曲线;
17、第二监测模块,用于监测每一个时间点对应的第一曲线上的温度与标准曲线上的温度的差值是否大于第一设定值;
18、第四处理模块,用于当某个时间点对应的第一曲线上的温度与标准曲线上的温度的差值大于第一设定值时,在实时视频画面上获取焊锡在该时间点的实时焊锡形态,并获取标准曲线在该时间点对应的标准焊锡形态,进而计算实时焊锡形态和标准焊锡形态的相似度;
19、第五处理模块,用于若实时焊锡形态和标准焊锡形态的相似度低于第二设定值,则识别实时焊锡形态与标准焊锡形态之间的区别特征,确定区别特征名称,并将区别特征名称标注于第一曲线对应于该时间点的位置;
20、第六处理模块,用于计算该时间点pcb板在回流焊机内的位置,进而确定能够影响该位置炉温的关联装置为待检修装置,并生成检修信息;
21、重复执行模块,用于重复执行步骤s6至步骤s8,直至pcb板移出回流焊机。
22、在其中一个实施例中,本发明提供了一种焊接过程监测分析系统,所述系统包括:
23、摄像头,用于获取焊锡的实时视频画面;
24、温度传感器,安装在pcb板上,用于获取实时温度;
25、隔温载具,所述摄像头安装在隔温载具中,所述隔温载具将摄像头与外界隔离,以防止摄像头受高温而损坏,隔温载具上开设有透视窗,摄像头能够通过透视窗拍摄到pcb板上的焊锡;
26、计算机设备,与摄像头和温度传感器连接,用于执行所述的焊接过程监测分析方法。
27、本发明提供了一种焊接过程监测分析方法、装置和系统,其中方法包括在pcb板进入回流焊机时,开始计时;开始监测炉温,并获取焊锡的实时视频画面;建立时间与炉温坐标系,依据各个时间点以及对应的炉温在时间与炉温坐标系上绘制第一曲线;在时间与炉温坐标系中引入预存的标准曲线;监测每一个时间点对应的第一曲线上的温度与标准曲线上的温度的差值是否大于第一设定值;当某个时间点对应的第一曲线上的温度与标准曲线上的温度的差值大于第一设定值时,在实时视频画面上获取焊锡在该时间点的实时焊锡形态,并获取标准曲线在该时间点对应的标准焊锡形态,进而计算实时焊锡形态和标准焊锡形态的相似度;若实时焊锡形态和标准焊锡形态的的相似度低于第二设定值,则识别实时焊锡形态与标准焊锡形态之间的区别特征,确定区别特征的名称,并将区别特征名称标注于第一曲线对应于该时间点的位置;计算该时间点pcb板处于回流焊机的第一位置,进而确定能够影响第一位置炉温的关联装置为待检修装置,并生成检修信息;重复执行上述步骤,直至pcb板移出回流焊机;本发明能够在pcb板在回流焊机移动的过程中实时监测pcb板附近的温度,并通过将该温度与标准温度进行实时对比,能够将出现异常的温度识别出来,并且还通过将该温度下pcb板上的焊锡的状态与标准的状态的相似度进行对比,可进一步确定该温度对焊锡的影响程度,并能够在体积庞大的回流电机中较为精确的将出现温控问题的区域筛选出来,以便于后期工作人员对该区域的相关装置进行有针对性的检修,避免了对整台机器的全面检修而造成人力和时间成本的浪费。
技术特征:
1.一种焊接过程监测分析方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述计算实时焊锡形态和标准焊锡形态的相似度包括:
3.根据权利要求2所述的方法,其特征在于,所述依据实时焊锡形态对应的第一焊锡轮廓以及标准焊锡形态对应的第二焊锡轮廓确定实时焊锡形态与标准焊锡形态的轮廓相似度包括:
4.根据权利要求2所述的方法,其特征在于,所述依据实时焊锡形态对应的第一焊锡颜色以及标准焊锡形态对应的第二焊锡颜色确定实时焊锡形态与标准焊锡形态的颜色相似度包括:
5.根据权利要求2所述的方法,其特征在于,通过以下公式计算得到实时焊锡形态和标准焊锡形态的整体相似度:
6.根据权利要求2所述的方法,其特征在于,所述则识别实时焊锡形态与标准焊锡形态之间的区别特征,确定区别特征的名称包括:
7.根据权利要求6所述的方法,其特征在于,所述计算该时间点pcb板处于回流焊机的第一位置包括:
8.一种焊接过程监测分析装置,其特征在于,所述装置包括:
9.一种焊接过程监测分析系统,其特征在于,所述系统包括:
10.根据权利要求9所述的系统,其特征在于,隔温载具为一个盒体,在隔温载具的一个盒壁上开设有至少一个通孔,在该盒壁上还设有光导管,光导管一端开口与通孔朝盒外的一端开口连接,通孔朝盒内的一端开口处设有发光器;
技术总结
本发明涉及计算机领域,特别是涉及一种焊接过程监测分析方法、装置和系统,其中方法包括在PCB板在回流焊机移动的过程中实时监测PCB板附近的温度,并通过将该温度与标准温度进行实时对比,能够将出现异常的温度识别出来,并且还通过将该温度下PCB板上的焊锡的状态与标准的状态的相似度进行对比,可进一步确定该温度对焊锡的影响程度,并将影响较大的温度筛选出来,以确定该温度对应的位置所关联的调温设备,并生成相关的检修信息;本发明能够在体积庞大的回流电机中较为精确的将出现温控问题的区域筛选出来,以便于后期工作人员对该区域的相关装置进行有针对性的检修,避免了对整台机器的全面检修而造成人力和时间成本的浪费。
技术研发人员:陈仕健
受保护的技术使用者:深圳市捷汇多科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!