一种低碳双相不锈钢泵壳的修复焊接工艺的制作方法
本发明属于焊接领域,具体涉及一种低碳双相不锈钢泵壳的修复焊接工艺。
背景技术:
1、重要厂用水系统(sec)的功能是冷却设备冷却水系统(rri),将其传输的热量传到海水中,确保排出eas热交换器、上充泵房应急通风装置、电气设备间和控制室通风冷冻水系统、rcp/ris/eas电机和泵、rri电机、loca事故情况下排出安全壳大气监测系统氢复合器的热量,此系统又称为核岛的最终热阱,重要厂用水系统(sec)是冷却系统的一部分,执行安全功能。
2、国内核电站sec泵壳(见图1)的材质为zg0cr25ni7mo2n的低碳双相不锈钢,一般来说,该材料具备优异的抗海水腐蚀能力和良好的屈服及抗拉强度。但sec泵壳为铸造成型,在铸造过程中不可避免的存在夹渣、气孔、疏松等铸造缺陷,在sec泵壳服役过程中,海水与泵壳表面的铸造缺陷相互作用发生点腐蚀,随着服役时间的延长,点腐蚀进一步加剧,最终形成贯穿性通道而在泵壳外表面出现渗漏。泵壳是泵组的承压件,若渗漏量扩大最终会导致泵组不可用。rp模式下,若一列sec不可用,将直接导致一列eas丧失,在loca工况下,ris的堆芯余热导出功能下降,机组的安全性降低;若两列sec不可用,将导致机组停堆,并直接影响两列eas/ris系统的功能,导致事故情况下无法将机组控制到安全状态。为解决泵壳渗漏问题,需开发一种在线免焊后热处理的补焊工艺。
3、以往针对zg0cr25ni7mo2n低碳双相不锈钢泵壳渗漏有两种处理方案,一是直接更换新的备品;但该方案存在备品采购周期长,设备费用昂贵的缺点;二是将渗漏泵壳拆除后,返回厂家维修,但返厂维修补焊后需进行焊后固溶热处理。返厂维修时采用的焊接工艺为常规焊接工艺,即不注意控制焊接热输入且层道间温度未严格控制,保护性气体为纯氩保护,此外,由于固溶热处理温度较高(1100℃),以上方案还存在较大泵壳变形报废的风险。
技术实现思路
1、本发明的目的是提供一种改进的低碳双相不锈钢泵壳的修复焊接工艺。
2、为达到上述目的,本发明采用的技术方案是:
3、一种低碳双相不锈钢泵壳的修复焊接工艺,包括:
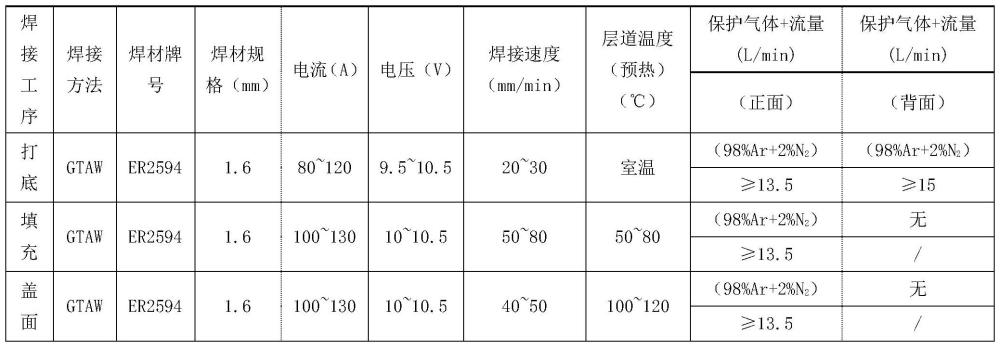
4、s1、焊缝打底焊接:预热温度为室温,焊接电流为80-120a,电压为9.5-10.5v,正面保护气体为ar和n2,背面保护气体ar和n2;
5、s2、焊缝填充:层道温度为50-80℃,焊接电流为100-130a,电压为10-10.5v,正面保护气体为ar和n2;
6、s3、焊缝盖面:层道温度为100-120℃,焊接电流为100-130a,电压为10-10.5v,正面保护气体为ar和n2;
7、其中,选用焊接材料er2594。
8、根据本发明的一些实施方面,步骤s1中,层道温度为50-80℃。
9、根据本发明的一些实施方面,步骤s1中,正面保护气体中,ar的体积占比为97%-99%,n2的体积占比为1%-3%;正面保护气体的气体流量大于13.5l/min,背面保护气体的气体流量大于15l/min。
10、根据本发明的一些实施方面,步骤s2中,正面保护气体中,ar的体积占比为97%-99%,n2的体积占比为1%-3%;正面保护气体的气体流量大于13.5l/min。
11、根据本发明的一些实施方面,步骤s2中,若已焊接焊缝厚度小于等于3mm,通入背面保护气体,背面保护气体为ar和n2,其中ar的体积占比为97%-99%,n2的体积占比为1%-3%;背面保护气体的气体流量大于15l/min。
12、根据本发明的一些实施方面,步骤s3中,正面保护气体中,ar的体积占比为97%-99%,n2的体积占比为1%-3%;正面保护气体流量大于13.5l/min。
13、根据本发明的一些实施方面,步骤s2中,焊层厚度小于等于1.0mm;步骤s3中,焊层厚度小于等于1.6mm。
14、根据本发明的一些实施方面,所述的er2594中ni元素的质量分数为8.0%-10.5%,n元素的质量分数为0.2%-0.3%。
15、根据本发明的一些实施方面,所述的焊接材料的直径为1-1.6mm。
16、根据本发明的一些实施方面,步骤s1中,焊接速度为20-30mm/min;步骤s2中,焊接速度为50-80mm/min;步骤s3中,焊接速度为40-50mm/min。
17、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
18、本发明提供的低碳双相不锈钢泵壳的修复焊接工艺,实现sec系统双相不锈钢泵壳在线免热处理维修;实现了双相不锈钢中铁素体与奥氏体两相最佳配比,同时降低了晶界有害析出物的形成,保障了修复后的焊缝及热影响区优良的组织形貌、力学性能、耐腐蚀性能;具备可观的经济性,摆脱了sec系统双相不锈钢泵壳返厂修复周期长、备品更换费用高的束缚,节约了检修成本。
技术特征:
1.一种低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,包括:
2.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,步骤s1中,层道温度为50-80℃。
3.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,步骤s1中,正面保护气体中,ar的体积占比为97%-99%,n2的体积占比为1%-3%;正面保护气体的气体流量大于13.5l/min,背面保护气体的气体流量大于15l/min。
4.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,步骤s2中,正面保护气体中,ar的体积占比为97%-99%,n2的体积占比为1%-3%;正面保护气体的气体流量大于13.5l/min。
5.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,步骤s2中,若已焊接焊缝厚度小于等于3mm时,通入背面保护气体,背面保护气体为ar和n2,其中ar的体积占比为97%-99%,n2的体积占比为1%-3%;背面保护气体的气体流量大于15l/min。
6.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,步骤s3中,正面保护气体中,ar的体积占比为97%-99%,n2的体积占比为1%-3%;正面保护气体流量大于13.5l/min。
7.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,步骤s2中,焊层厚度小于等于1.0mm;步骤s3中,焊层厚度小于等于1.6mm。
8.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,所述的er2594中ni元素的质量分数为8.0%-10.5%,n元素的质量分数为0.2%-0.3%。
9.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,所述的焊接材料的直径为1-1.6mm。
10.根据权利要求1所述的低碳双相不锈钢泵壳的修复焊接工艺,其特征在于,步骤s1中,焊接速度为20-30mm/min;步骤s2中,焊接速度为50-80mm/min;步骤s3中,焊接速度为40-50mm/min。
技术总结
本发明涉及一种低碳双相不锈钢泵壳的修复焊接工艺,包括:S1、焊缝打底焊接:预热温度为室温,焊接电流为80‑120A,电压为9.5‑10.5V,正面保护气体为Ar和N2,背面保护气体Ar和N2;S2、焊缝填充:层道温度为50‑80℃,焊接电流为100‑130A,电压为10‑10.5V,正面保护气体为Ar和N2;S3、焊缝盖面:层道温度为100‑120℃,焊接电流为100‑130A,电压为10‑10.5V,正面保护气体为Ar和N2;其中,选用焊接材料ER2594。本发明提供的工艺,实现双相不锈钢中铁素体与奥氏体两相最佳比例,降低晶界有害析出物形成,保障修复后焊缝及热影响区优良的组织形貌、力学性能、耐腐蚀性能。
技术研发人员:尹少华,曾勇,孙志强,邓江勇,杨佳,朱秉程,张建林
受保护的技术使用者:苏州热工研究院有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!