微小孔冲压模具的制作方法
本申请涉及冲压模具领域,具体而言,涉及微小孔冲压模具。
背景技术:
1、目前金属产品0.20-0.40极小孔的生产方式用冲压模具生产,小孔冲头易断,无法批量生产,小孔冲头易断的原因是上模冲头与下模孔的位置度及同心度不够,导致小孔冲头冲孔时偏向受力折断,无法量产。目前这种极小孔都是用蚀刻方式生产。
2、然而这种蚀刻方式生产虽然能够避免冲压冲头易断的情况,但是导致成本大大提高,其精度也难以达到需求,且传统的冲压模具在安装到冲压设备上时,大都通过螺栓进行安装,而机器设备使用过程中难免会有震动,长时间使用,可能导致螺栓松动。
技术实现思路
1、为了弥补以上不足,本申请提供了微小孔冲压模具,旨在改善上述背景技术中提出的问题。
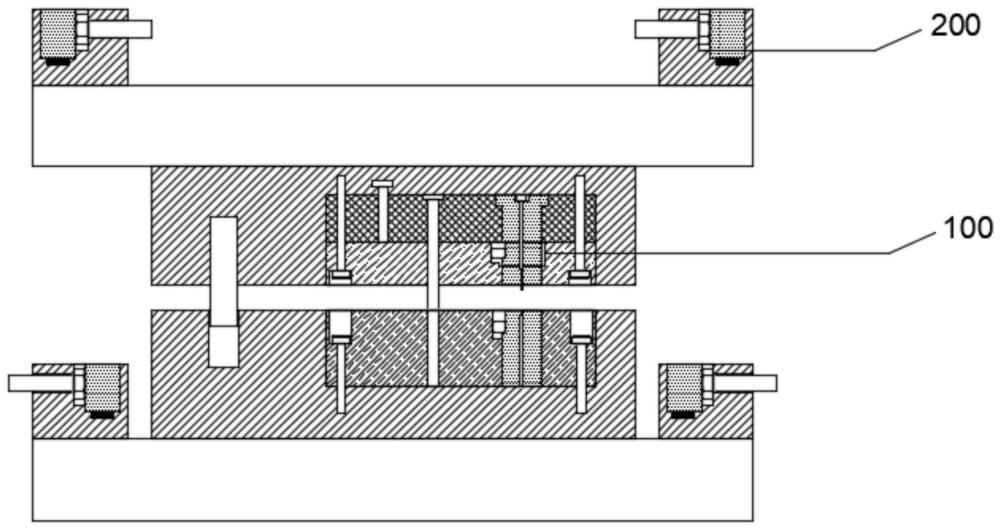
2、本申请实施例提供了一种微小孔冲压模具包括模具组件和连接组件。
3、所述模具组件包括上底座、脱料板、上模入子、冲孔入子、下底座、下模板、下模入子和冲孔冲头,所述脱料板设置于所述上底座底部,所述上模入子设置于所述脱料板底部,所述下模板设置于所述下底座顶部,所述下模入子设置于所述下模板顶部,所述上模入子和所述下模入子均贯穿设置有所述冲孔入子,所述上模入子和所述下模入子开设有销孔,所述冲孔冲头设置于所述上模入子和所述下模入子内。
4、所述连接组件包括连接板、连接螺栓和档杆,所述上底座和所述下底座均连接有所述连接板,所述连接板开设有凹槽,所述连接螺栓贯穿所述凹槽,所述档杆一端转动设置于所述凹槽内,所述档杆抵接于所述连接螺栓一端。
5、在一种具体的实施方案中,所述上模入子包括上层入子和下层入子,所述销孔内设置有固定销。
6、在上述实现过程中,通过设置销孔和固定销,用于后续工件冲孔时,上模入子上的固定销插入下模入子上的销孔进行精准导向。
7、在一种具体的实施方案中,所述上模入子和所述下模入子均开设有快撤孔且螺纹贯穿有快撤螺丝。
8、在上述实现过程中,通过开设快撤孔,用于配套使用快撤螺丝,将入子安装到对应各个模具上。
9、在一种具体的实施方案中,所述上模入子和所述下模入子外形相同,所述冲孔入子开设有入子孔。
10、在上述实现过程中,通过销轴穿过销孔,将上模入子和下模入子叠放固定,然后通过精密线割机加工呈外形相的三个入子,并且在冲孔入子的内部开设冲孔入子,且位置度和同心度相一致。
11、在一种具体的实施方案中,所述冲孔冲头包括第一段、第二段和第三段,所述第一段、所述第二段和所述第三段一体成型设计,且所述第一段、所述第二段和所述第三段直径依次减小。
12、在上述实现过程中,通过设置直径依次减小的冲孔冲头,能够有效避免冲孔冲头容易断的情况。
13、在一种具体的实施方案中,所述脱料板一侧设置有导柱,所述下模板顶部开设有导向槽,所述导柱和所述导向槽相对应。
14、在上述实现过程中,通过设置导柱和导向槽,能够再进行冲孔工件时,导柱插入导向槽进行初步导向。
15、在一种具体的实施方案中,所述凹槽一侧延伸开设有容纳槽,所述连接螺栓端部位于所述容纳槽内。
16、在上述实现过程中,通过开设容纳槽,用于借助扳手工具能够对连接螺栓进行拆装。
17、在一种具体的实施方案中,所述凹槽一端延伸开设有弧形槽且内底部设置有磁铁块,所述磁铁块吸附所述档杆。
18、在上述实现过程中,通过设置弧形槽,方便手指插入拉动档杆转动,磁铁块能够吸附档杆,在很大程度上避免档杆非人为转起来。
19、有益效果:本申请提供了微小孔冲压模具,通过设置上底座、脱料板、上模入子、冲孔入子、下底座、下模板、下模入子和冲孔冲头,并开设销孔用于插接销轴,从而使得在对上模入子、冲孔入子和下模入子进行外形和孔加工时保持一致,从而大大保证了冲孔冲头不易折断,通过设置连接板、连接螺栓和档杆,并开设凹槽,在安装后利用档杆挡住连接螺栓轴向移动,从而有效避免了连接螺栓转的而松动的情况。
技术特征:
1.微小孔冲压模具,其特征在于,包括
2.根据权利要求1所述的微小孔冲压模具,其特征在于,所述上模入子(130)包括上层入子和下层入子,所述销孔(140)内设置有固定销(141)。
3.根据权利要求1所述的微小孔冲压模具,其特征在于,所述上模入子(130)和所述下模入子(180)均开设有快撤孔(133)且螺纹贯穿有快撤螺丝。
4.根据权利要求1所述的微小孔冲压模具,其特征在于,所述上模入子(130)和所述下模入子(180)外形相同,所述冲孔入子(150)开设有入子孔(151)。
5.根据权利要求1所述的微小孔冲压模具,其特征在于,所述冲孔冲头(190)包括第一段(191)、第二段(192)和第三段(193),所述第一段(191)、所述第二段(192)和所述第三段(193)一体成型设计,且所述第一段(191)、所述第二段(192)和所述第三段(193)直径依次减小。
6.根据权利要求1所述的微小孔冲压模具,其特征在于,所述脱料板(120)一侧设置有导柱(121),所述下模板(170)顶部开设有导向槽(172),所述导柱(121)和所述导向槽(172)相对应。
7.根据权利要求1所述的微小孔冲压模具,其特征在于,所述凹槽(211)一侧延伸开设有容纳槽(212),所述连接螺栓(220)端部位于所述容纳槽(212)内。
8.根据权利要求1所述的微小孔冲压模具,其特征在于,所述凹槽(211)一端延伸开设有弧形槽且内底部设置有磁铁块(213),所述磁铁块(213)吸附所述档杆(240)。
技术总结
本申请提供了微小孔冲压模具,属于冲压模具技术领域。该微小孔冲压模具包括模具组件和连接组件,所述模具组件包括上底座、脱料板、上模入子、冲孔入子、下底座、下模板、下模入子和冲孔冲头,所述上模入子和所述下模入子开设有销孔,所述连接组件包括连接板、连接螺栓和档杆,通过设置上底座、脱料板、上模入子、冲孔入子、下底座、下模板、下模入子和冲孔冲头,并开设销孔用于插接销轴,从而使得在对上模入子、冲孔入子和下模入子进行外形和孔加工时保持一致,从而大大保证了冲孔冲头不易折断,通过设置连接板、连接螺栓和档杆,并开设凹槽,在安装后利用档杆挡住连接螺栓轴向移动,从而有效避免了连接螺栓转的而松动的情况。
技术研发人员:陈明富
受保护的技术使用者:苏州克丽丝森电子科技有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!