硅钢带剪切方法与流程
本申请涉及冶金领域,尤其涉及一种硅钢带剪切方法。
背景技术:
1、硅钢产品是经济发展中的重要金属材料,它要求低铁损、高磁感同时对边部质量有着高要求,而铸轧产线产出的硅钢在铁损和磁感方面有着显著优势,但边部常常存在有边裂,严重地超出100mm深度。
2、针对铸轧生产的硅钢边部问题,只能通过在后道精整工序进行切边,但精整切边过程中边裂缺陷导致的断带风险并未得到彻底解决。
技术实现思路
1、有鉴于此,有必要提供一种硅钢带剪切方法以降低断带风险。
2、一种硅钢带剪切方法,包括步骤:
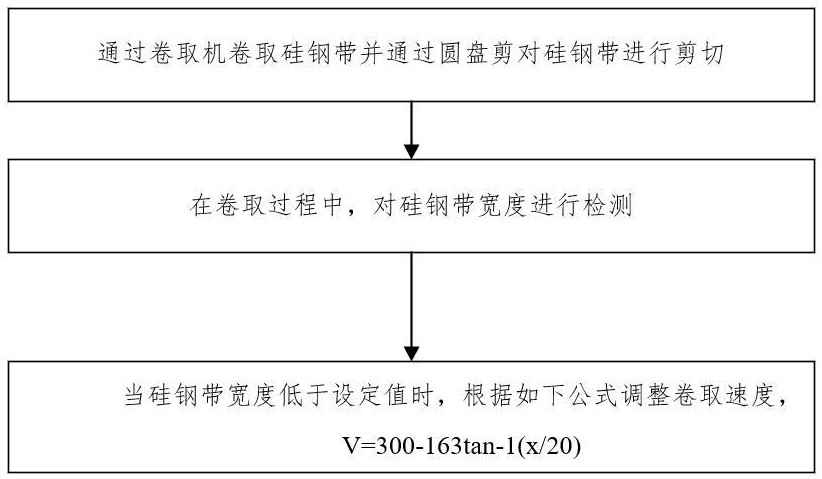
3、通过卷取机卷取硅钢带并通过圆盘剪对硅钢带进行剪切;
4、在卷取过程中,对硅钢带宽度进行检测;
5、当硅钢带宽度低于设定值时,根据如下公式调整卷取速度,
6、v=300-163tan-1(x/20);
7、其中v为卷取速度,单位m/min;x为减少的宽度,单位mm。
8、进一步的,所述硅钢带厚度为0.7-1.9mm,宽度为900-1580mm。
9、进一步的,卷取的硅钢卷的内径为610-762mm,外径为1000-2050 mm,硅钢卷的重量不大于32000kg。
10、进一步的,所述硅钢带的成分为wt%:c≤0.0050,si 1.0~2.0,mn 0.2~0.8,al 0.1~0.5,p≤0.04,s≤0.01,n≤0.04,cr、ni、cu≤0.05,nb、ti、v≤0.004。
11、进一步的,在卷取硅钢带中,还通过拉矫机对硅钢带进行拉矫。
12、有益效果
13、本发明提供一种切边速度和张力设置与前道宽度检测相联动的自动生产技术,在保证硅钢切边质量的同时较大地减少断带风险。
14、本发明通过特定公式限制宽度与卷取速度(张力)的对应关系。
技术特征:
1.一种硅钢带剪切方法,其特征在于,包括步骤:
2.根据权利要求1所述的硅钢带剪切方法,其特征在于,所述硅钢带厚度为0.7-1.9mm,宽度为900-1580mm。
3.根据权利要求2所述的硅钢带剪切方法,其特征在于,卷取的硅钢卷的内径为610-762mm,外径为1000-2050 mm,硅钢卷的重量不大于32000kg。
4.根据权利要求1所述的硅钢带剪切方法,其特征在于,所述硅钢带的成分为wt%:c≤0.0050,si 1.0~2.0,mn 0.2~0.8,al 0.1~0.5,p≤0.04,s≤0.01,n≤0.04,cr、ni、cu≤0.05,nb、ti、v≤0.004。
5.根据权利要求1所述的硅钢带剪切方法,其特征在于,在卷取硅钢带中,还通过拉矫机对硅钢带进行拉矫。
技术总结
本发明提供一种硅钢带剪切方法,包括步骤:通过卷取机卷取硅钢带并通过圆盘剪对硅钢带进行剪切;在卷取过程中,对硅钢带宽度进行检测;当硅钢带宽度低于设定值时,根据如下公式调整卷取速度,V=300‑163tan‑1(x/20);其中V为卷取速度,单位m/min;x为减少的宽度,单位mm。所述硅钢带剪切方法能够减少断带几率。
技术研发人员:井喜林,孟静,陈嘉宇
受保护的技术使用者:江苏沙钢集团有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!