一种提高X80管线钢板坯利用率的方法与流程
本发明涉及管线钢生产,更具体涉及一种提高x80管线钢板坯利用率的方法。
背景技术:
1、管道输送是最经济、高效和环保的能源介质输送方法,已经完成施工的“西气东输三线”、“陕京四线”和正在建设的中俄东线等重点项目,采用x80m钢级,管径分别为1219mm和1422mm,显示了大口径、高压力的输气管线具有广阔的应用前景,大口径、高压力输气管道建设是现代高效、低成本长距离输送的基本特点,为了保障管道安全,大口径高压力的管线钢对韧性有更严格的要求,在国内在建的管道项目x80钢级一般采用φ1219mm管径,设计输气压力达到12mpa,-20℃夏比冲击功要求≥210j,钢板厚度采用18.4/22/26.4/27.5mm,钢板的生产难度极大,且该规格管线钢在生产时为保证强度同板差≤60mpa的要求,部分钢厂采用两倍尺(即1块轧制母板切割两块成品子板)的生产组织模式来生产此类管线钢,板坯的利用率即成材率基本在87%以下,其余的钢厂一般采用三倍尺(即1块轧制母板切割3块成品子板)来进行生产,但由于一般要采取轧制钢板头尾多切除的方法来保证整张钢板的强度同板差,导致x80钢板的成材率均在90%以下,生产浪费较多,成本也较高。
2、关于宽厚板提高成材率专利,调研显示集中在轧制钢板形状控制,减少头尾圆弧、燕尾及边部外凸或内凹较大引起的钢板切除量大,如专利cn106311757b、cn104747891b和cn102974624b等均属于这一类;但对于tmcp工艺生产x80级别管线钢如何减少轧制“黑头”的长度,减少轧制黑头导致的头尾性能不稳定进而减少切除长度来提升板坯利用率,目前研究较少。
3、有鉴于此,有必要对管线钢生产方法予以改进,以解决上述问题。
技术实现思路
1、本发明的目的在于公开一种提高x80管线钢板坯利用率的方法,以解决上述技术问题,实现钢板头尾切除量减少1000mm,成材率>90%,钢板性能同板差能控制在40mpa以内,即轧制母板的头部、中部、尾部的屈服强度、强度的偏差不超过40mpa,减少了生产浪费,有效降低成本。
2、为实现上述目的,本发明提供了一种提高x80管线钢板坯利用率的方法,包括以下步骤:
3、s1,采用多倍尺数组板的方式进行组板,组板的倍尺数≥3,母板的总长度>37米;
4、s2,采用粗轧-精轧两阶段轧制,控制中间坯厚度≤2.5t,t为成品钢板厚度;
5、s3,在精轧阶段除首轧制道次除鳞外,其余道次均不开启高压水除鳞,以避免轧制过程中的头中尾温降加大;
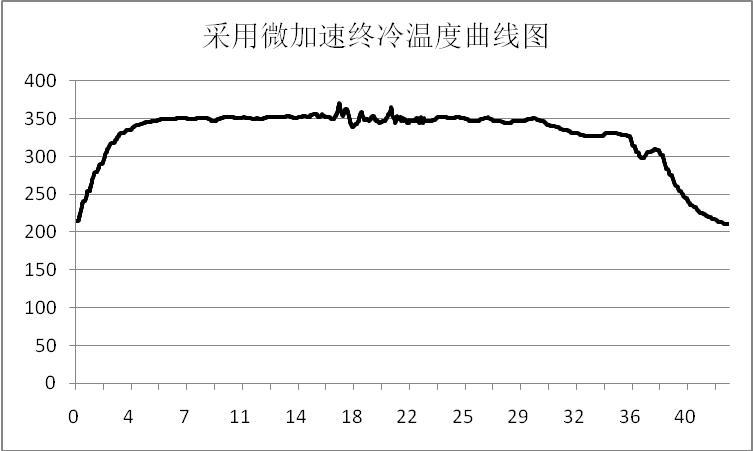
6、s4,轧制结束后进行acc加速冷却,采用辊道微加速方法,以改善多倍尺组板的冷却均匀性;
7、s5,采用热矫+温矫矫正工艺,在钢板温度较高时采用热矫,释放钢板的应力,经过冷床的自然冷却后,再采用温矫的方式进行矫直,使钢板的内应力得到充分释放。
8、作为本发明的进一步改进,控制轧制阶段的精轧道次在6道次以内。
9、作为本发明的进一步改进,辊道微加速的工艺设定为辊道微加速的结束速度比初始速度提升≥0.2m/s。
10、作为本发明的进一步改进,所述s5步骤中,钢板的板形不平度控制在3mm/m的水平,宽度规格在4000mm以上的超宽规格管线钢,全宽不平度控制在8mm以内。
11、与现有技术相比,本发明的有益效果是:一种提高x80管线钢板坯利用率的方法,能够有效提高x80钢板成材率和有效降低钢板性能同板差,与国内其他钢厂生产x80管线钢相比,本发明钢板头尾切除量减少了1000mm,成材率>90%,钢板性能同板差能控制在40mpa以内,即轧制母板的头部、中部、尾部的屈服强度、强度的偏差不超过40mpa;本发明在轧制规程上明确了待温厚度的最大值不超过2.5倍的成品钢板厚度,相比传统的tmcp控轧工艺,钢板的轧后板形大大改善,钢板的翘头问题得到很好的改善,可不必进行预热矫也能保证冷却的均匀性;本发明采用了热矫+温矫的组合矫直工艺,与其他钢板厂常规工艺相比,对钢板的板形有着良好的效果,实际板形的不平度控制在3mm/m的水平,特别是针对宽度规格在4000mm以上的超宽规格管线钢,综合板形效果更加良好,全宽不平度可控制在8mm以内。
技术特征:
1.一种提高x80管线钢板坯利用率的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种提高x80管线钢板坯利用率的方法,其特征在于,控制轧制阶段的精轧道次在6道次以内。
3.根据权利要求1所述的一种提高x80管线钢板坯利用率的方法,其特征在于,辊道微加速的工艺设定为辊道微加速的结束速度比初始速度提升≥0.2m/s。
4.根据权利要求1所述的一种提高x80管线钢板坯利用率的方法,其特征在于,所述s5步骤中,钢板的板形不平度控制在3mm/m的水平,宽度规格在4000mm以上的超宽规格管线钢,全宽不平度控制在8mm以内。
技术总结
本发明公开了一种提高X80管线钢板坯利用率的方法,包括以下步骤:S1,采用多倍尺数组板的方式进行组板,组板的倍尺数≥3,母板的总长度>37米;S2,采用粗轧‑精轧两阶段轧制,控制中间坯厚度≤2.5t,t为成品钢板厚度;S3,在精轧阶段除首轧制道次除鳞外,其余道次均不开启高压水除鳞,以避免轧制过程中的头中尾温降加大;S4,轧制结束后进行ACC加速冷却,采用辊道微加速方法,以改善多倍尺组板的冷却均匀性;S5,采用热矫+温矫矫正工艺,在钢板温度较高时采用热矫,释放钢板的应力,经过冷床的自然冷却后,再采用温矫的方式进行矫直,使钢板的内应力得到充分释放。本发明能够提升板坯成材率在90%以上,降低生产成本。
技术研发人员:林涛铸,聂文金,李冉,丁旭艳,范娟
受保护的技术使用者:江苏沙钢集团有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!