一种用于电解锌阴极板成型的模组、装置及方法与流程
本发明属于金属成型加工,具体涉及一种用于电解锌阴极板成型的模组、装置及方法。
背景技术:
1、电解锌阴极板两侧装有绝缘边条,以防止与阳极板碰撞产生短路及避免锌离子环抱吸附锌片难以剥离。使用中,铝板的边条和液面部位极易遭受溶液中氟氯离子的腐蚀,容易出现变薄断裂的现象,导致阴极板报废。目前的防腐技术难以达到理想状态,无法满足冶炼厂对阴极板使用寿命的要求。如果将板面整体增厚会导致成本增高,传统的局部增厚方式为浇铸或贴板焊接或堆焊等,其效率低且铝板质地松软,影响强度。
技术实现思路
1、本发明的目的是提供一种可以增加阴极板两侧边厚度的用于电解锌阴极板成型的模组、装置及方法。
2、实现本发明目的采用的技术方案如下:
3、本发明提供的用于电解锌阴极板成型的模组,包括上下之间形成间隔的上辊轮组和下辊轮组、设在上辊轮组和下辊轮组外侧与所述间隔对应的侧辊轮组,所述上辊轮组、下辊轮组和侧辊轮组分别包括数量相同且对应的上辊轮、下辊轮和侧辊轮,各对应的上辊轮、下辊轮和侧辊轮分别构成用于工件侧边挤压成型的挤压单元。
4、所述上辊轮组和下辊轮组中的上、下辊轮靠侧辊轮一侧的轮周面上设有用于工件侧边挤压成型的倾斜型面,所述挤压单元中上下辊轮的倾斜型面形成向外扩大的喇叭状型腔。
5、所述侧辊轮组中的侧辊轮的轮周面为型面,该型面上设有与所述间隔对应的凹槽,或者不设凹槽。
6、所述上辊轮组、下辊轮组和侧辊轮组通过辊轮上安装板和辊轮下安装板组装为一体,其中上、下辊轮组中的上辊轮和下辊轮分别安装在辊轮上安装板和辊轮下安装板上,侧辊轮组中的侧辊轮安装在辊轮上安装板和辊轮下安装板之间,所述辊轮上安装板和辊轮下安装板的内侧设有与所述间隔相适应的凹槽。
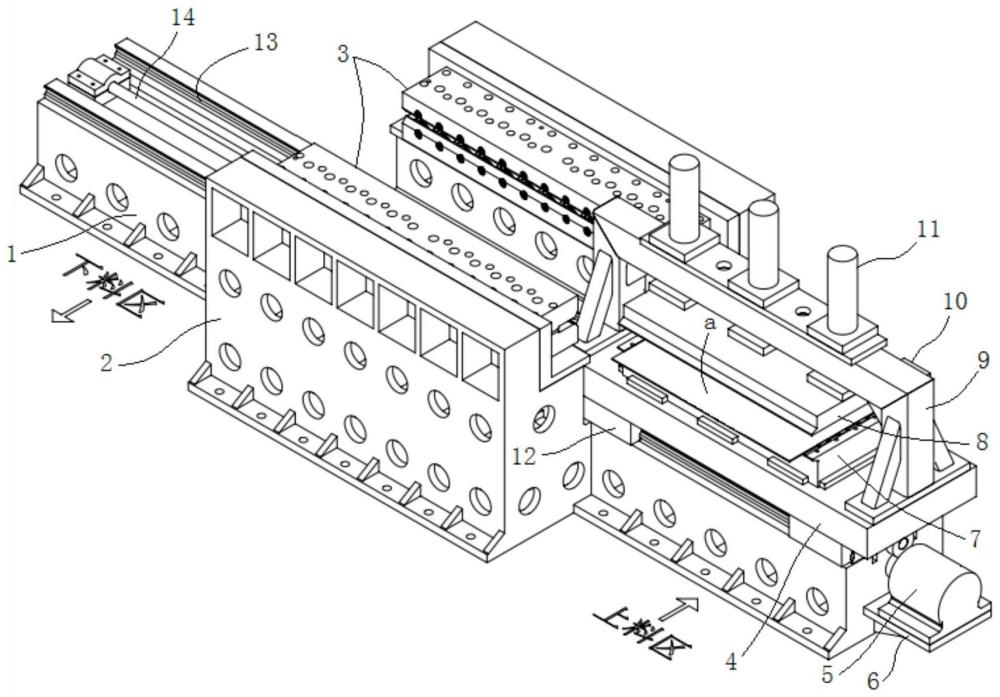
7、本发明提供的用于电解锌阴极板成型的装置,采用所述模组,包括设有直线导轨的床身、设在床身上由动力驱动沿直线导轨运行的工作台,所述工作台上设有工件安装底座和设在安装底座上面由油缸驱动做上下运动的工件固定板,所述模组通过模组安装座对应设置在床身两边,从所述模组的进料端至出料端,两模组中对应的挤压单元中侧辊轮之间的距离根据工件加工为成品过程所需宽度确定。
8、所述油缸通过支架固定在工作台上,所述动力为固定在床身上的电机,电机通过丝杆机构驱动所述工作台前后运动。
9、本发明提供的用于电解锌阴极板成型的方法,包括对应设置所述模组,驱动工件通过所述模组,或者驱动所述模组通过所述工件,在所述模组的作用下将所述工件的两侧边挤压成型增厚。
10、有益效果
11、1、本发明装置利用模组可将电解锌阴极板工件的侧边挤压成型增厚,具有结构简单,操作方便,加工效率高 ,降低能耗,无污染的优点。
12、2、根据工艺要求,通过对挤压单元中型腔的大小、两模组中对应的挤压单元中侧辊轮之间距离和侧辊轮型面上的凹槽设计,能对工件同一位置经过多次轧辊挤压,更好的增加了材料局部的致密性,可显著增强抗腐蚀性和板面的整体强度,延长阴极板的使用寿命。
13、下面结合附图进一步说明本发明的技术方案。
技术特征:
1.一种用于电解锌阴极板成型的模组,其特征是包括上下之间形成间隔的上辊轮组和下辊轮组、设在上辊轮组和下辊轮组外侧与所述间隔对应的侧辊轮组,所述上辊轮组、下辊轮组和侧辊轮组分别包括数量相同且对应的上辊轮、下辊轮和侧辊轮,各对应的上辊轮、下辊轮和侧辊轮分别构成用于工件侧边挤压成型的挤压单元。
2.根据权利要求1所述的用于电解锌阴极板成型的模组,其特征是所述上辊轮组和下辊轮组中的上、下辊轮靠侧辊轮一侧的轮周面上设有用于工件侧边挤压成型的倾斜型面,所述挤压单元中上下辊轮的倾斜型面形成向外扩大的喇叭状型腔。
3.根据权利要求2所述的用于电解锌阴极板成型的模组,其特征是所述侧辊轮组中的侧辊轮的轮周面为型面,该型面上设有与所述间隔对应的凹槽,或者不设凹槽。
4.根据权利要求3所述的用于电解锌阴极板成型的模组,其特征是所述上辊轮组、下辊轮组和侧辊轮组通过辊轮上安装板和辊轮下安装板组装为一体,其中上、下辊轮组中的上辊轮和下辊轮分别安装在辊轮上安装板和辊轮下安装板上,侧辊轮组中的侧辊轮安装在辊轮上安装板和辊轮下安装板之间,所述辊轮上安装板和辊轮下安装板的内侧设有与所述间隔相适应的凹槽。
5.一种采用权利要求1—4任一所述模组的用于电解锌阴极板成型的装置,其特征是包括设有直线导轨的床身、设在床身上由动力驱动沿直线导轨运行的工作台,所述工作台上设有工件安装底座和设在安装底座上面由油缸驱动做上下运动的工件固定板,所述模组通过模组安装座对应设置在床身两边,从所述模组的进料端至出料端,两模组中对应的挤压单元中侧辊轮之间的距离根据工件加工为成品过程所需宽度确定。
6.根据权利要求5所述的用于电解锌阴极板成型的装置,其特征是所述油缸通过支架固定在工作台上,所述动力为固定在床身上的电机,电机通过丝杆机构驱动所述工作台前后运动。
7.一种采用权利要求1—4任一所述模组的用于电解锌阴极板成型的方法,包括对应设置所述模组,驱动工件通过所述模组,或者驱动所述模组通过所述工件,在所述模组的作用下将所述工件的两侧边挤压成型增厚。
技术总结
本发明公开了一种用于电解锌阴极板成型的模组、装置及方法,所述包括模组,包括上下之间形成间隔的上辊轮组和下辊轮组、设在上辊轮组和下辊轮组外侧与所述间隔对应的侧辊轮组,所述上辊轮组、下辊轮组和侧辊轮组分别包括数量相同且对应的上辊轮、下辊轮和侧辊轮,各对应的上辊轮、下辊轮和侧辊轮分别构成用于工件侧边挤压成型的挤压单元。本发明利用模组可将电解锌阴极板工件的侧边挤压成型增厚,能对工件同一位置经过多次轧辊挤压,更好的增加了材料局部的致密性,可显著增强抗腐蚀性和板面的整体强度,延长阴极板的使用寿命。
技术研发人员:单戈
受保护的技术使用者:单戈
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!