一种用于加工螺纹柱形零件扳手孔的钻孔模具的制作方法
本发明属于机械冷加工,具体涉及一种用于加工螺纹柱形零件扳手孔的钻孔模具。
背景技术:
1、对于目前生产的螺纹柱形零件,需要在轴向端面上钻两个扳手孔,然后通过专用扳手将该零件旋入另一零件内孔螺纹中。在制定加工方案时,经工艺经济性分析,如果采用数控铣床或数控加工中心加工该零件扳手孔,需设计和制造专用夹具,编制数控加工程序,而且数控设备功率较大浪费能源;如果采用普通立式钻床加工该零件扳手孔,只需设计一套钻孔模具,不但节省能源,还节省一道划线工序,生产效率也会得到提高。因此,需要设计一种用于加工螺纹柱形零件扳手孔的钻孔模具,以保证两个扳手孔的中心距尺寸,满足装配工艺要求,节省生产成本。
技术实现思路
1、(一)要解决的技术问题
2、本发明提出一种用于加工螺纹柱形零件扳手孔的钻孔模具,以解决如何快捷、准确地加工扳手孔,保证两孔中心距尺寸控制在规定的公差范围内,满足装配工艺要求,节省生产成本的技术问题。
3、(二)技术方案
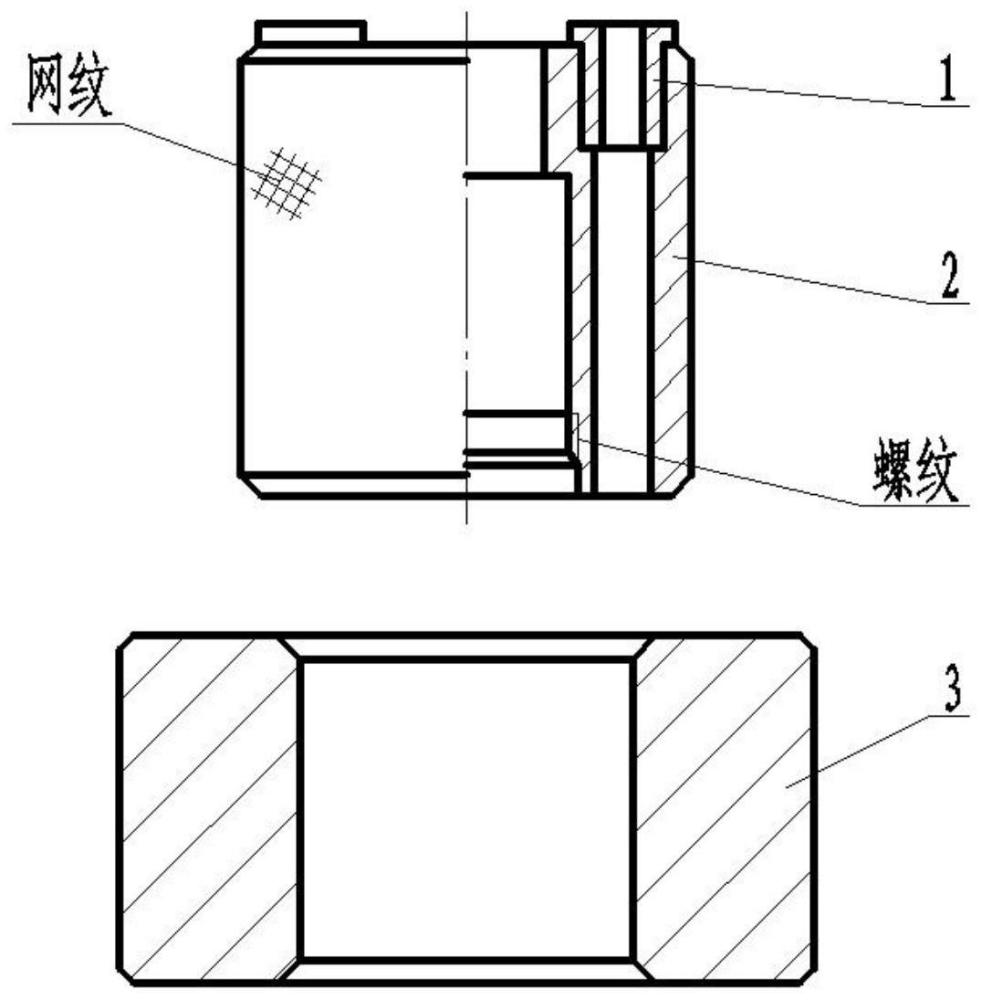
4、为了解决上述技术问题,本发明提出一种用于加工螺纹柱形零件扳手孔的钻孔模具,该钻孔模具包括钻套、本体和底座;其中,本体上加工有两个对称设置的轴向通孔,两个钻套采用过渡配合装配到本体的两个轴向通孔的顶端,用于引导钻头穿过本体后在工件表面加工两个扳手孔;本体的中心位置加工有轴向台阶孔,台阶孔中的底部内孔加工有与工件小端外螺纹连接的内螺纹,起到固定工件小端的作用;底座的中心位置加工有轴向通孔,用于放置工件的大端,保证钻孔时本体能够保持平稳,移动时不损伤工件的端面。
5、进一步地,两个轴向通孔中心距为工件上两个扳手孔的中心距。
6、进一步地,本体的外表面加工有网纹状压痕。
7、进一步地,钻套采用t10a工具钢制成。
8、进一步地,本体采用60号高强度中碳钢制成。
9、进一步地,本体的热处理后硬度要求为hrc40~45。
10、进一步地,底座采用45号中碳钢制成。
11、进一步地,底座的热处理后硬度要求为hrc30~35。
12、(三)有益效果
13、
14、本发明提出一种用于加工螺纹柱形零件扳手孔的钻孔模具,包括钻套、本体和底座,本体上加工有两个对称设置的轴向通孔,两个钻套采用过渡配合装配到本体的两个轴向通孔的顶端,用于引导钻头穿过本体后在工件表面加工两个扳手孔;本体的中心位置加工有轴向台阶孔,台阶孔中的底部内孔加工有与工件小端外螺纹连接的内螺纹,起到固定工件小端的作用;底座的中心位置加工有轴向通孔,用于放置工件的大端,保证钻孔时本体能够保持平稳,移动时不损伤工件的端面。通过使用本发明的钻孔模具,能够快捷、准确地加工出扳手孔,保证两孔中心距尺寸控制在规定的公差范围内,满足装配工艺要求,提高生产效率;本发明的钻孔模具结构简单,操作灵活,制造成本较低,不用夹具固定工件或钻孔模具,用手把持钻孔模具即可实现钻孔加工;本发明的钻孔模具适用于在普通立式钻床上进行钻孔加工,设备功率小、能源消耗低。
技术特征:
1.一种用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,所述钻孔模具包括钻套、本体和底座;其中,本体上加工有两个对称设置的轴向通孔,两个钻套采用过渡配合装配到本体的两个轴向通孔的顶端,用于引导钻头穿过本体后在工件表面加工两个扳手孔;本体的中心位置加工有轴向台阶孔,台阶孔中的底部内孔加工有与工件小端外螺纹连接的内螺纹,起到固定工件小端的作用;底座的中心位置加工有轴向通孔,用于放置工件的大端,保证钻孔时本体能够保持平稳,移动时不损伤工件的端面。
2.如权利要求1所述的用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,两个轴向通孔中心距为工件上两个扳手孔的中心距。
3.如权利要求1所述的用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,所述本体的外表面加工有网纹状压痕。
4.如权利要求1所述的用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,所述钻套采用t10a工具钢制成。
5.如权利要求1所述的用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,所述本体采用60号高强度中碳钢制成。
6.如权利要求5所述的用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,所述本体的热处理后硬度要求为hrc40~45。
7.如权利要求1所述的用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,所述底座采用45号中碳钢制成。
8.如权利要求7所述的用于加工螺纹柱形零件扳手孔的钻孔模具,其特征在于,所述底座的热处理后硬度要求为hrc30~35。
技术总结
本发明提出一种用于加工螺纹柱形零件扳手孔的钻孔模具,包括钻套、本体和底座,本体上加工有两个对称设置的轴向通孔,两个钻套采用过渡配合装配到本体的两个轴向通孔的顶端,用于引导钻头穿过本体后在工件表面加工两个扳手孔;本体的中心位置加工有轴向台阶孔,台阶孔中的底部内孔加工有与工件小端外螺纹连接的内螺纹,起到固定工件小端的作用;底座的中心位置加工有轴向通孔,用于放置工件的大端,保证钻孔时本体能够保持平稳,移动时不损伤工件的端面。通过使用本发明的钻孔模具,能够快捷、准确地加工出扳手孔,保证两孔中心距尺寸控制在规定的公差范围内,满足装配工艺要求,提高生产效率。
技术研发人员:朱小平,李方军,梁江北,李铮,马明玉,崔震昌,郭志斌,王靖宇,王亮,颜佩军,耿继东,郭延刚,张震,李开爽,乔英娇,于正伟,于春龙,胡海洋,庞志宇,韩德祥,李子玉
受保护的技术使用者:国营第一二三厂
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!