一种基于净成形精锻叶片锻造的型线扭角补偿方法及装置与流程
本发明属于净成形精锻叶片锻造成形技术,尤其是涉及一类弦线角变化梯度大,锻造后叶型与理想叶型相差较大的锻造弦线角预补偿,具体涉及一种基于净成形精锻叶片锻造的型线扭角补偿方法及装置。
背景技术:
1、叶片是航空发动机中起能量转换作用的重要零件,叶片精锻工艺是叶片锻造的发展趋势。目前叶片精锻成形的工艺已经相对成熟,但精锻叶片锻造后弦线角变形还缺乏系统性和规律性的认识。因此,精锻叶片的制造生产过程中出现弦线角变形的问题,轻则增加人工校正工作量,重则导致锻件报废。
技术实现思路
1、发明目的:提供一种基于净成形精锻叶片锻造的型线扭角补偿方法及装置,以解决现有净成形精锻叶片锻造成形后叶片因弦线角变形而导致生产周期延长以及成品率低的问题。
2、技术方案:
3、一种基于净成形精锻叶片锻造的型线扭角补偿方法,包括:
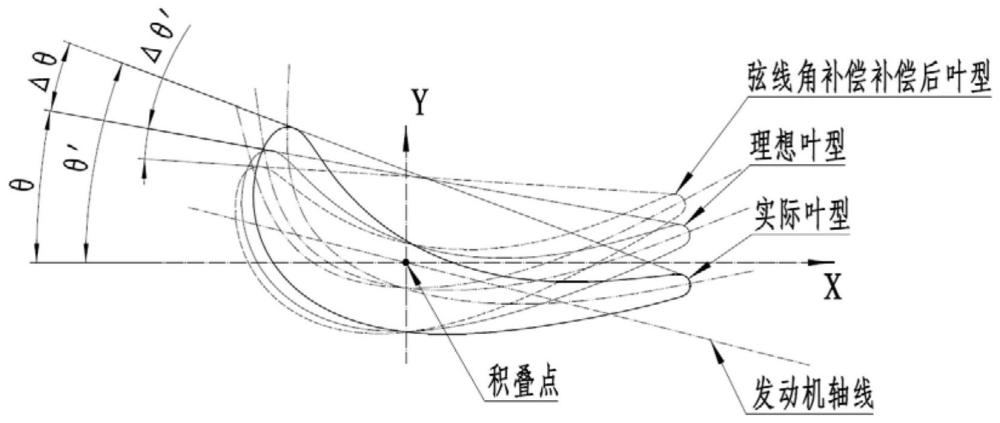
4、步骤1:根据精锻叶片弦线角的三坐标检测数据,确定m个叶尖叶型an的弦线角θ′与理想叶型的弦线角θ的差值的平均值△θ,其中m为正整数;
5、步骤2:根据步骤1确定的叶尖叶型弦线角平均值△θ来确定对应需要补偿的叶尖叶型的扭角值△θ′,其中,△θ′=-k×△θ,k的取值为0.5至1;
6、步骤3:根据步骤2确定的叶尖叶型补偿的扭角值△θ′,确定截面a2至截面an-1的扭角补偿值,其中基准截面a1扭角补偿值按0°计,叶顶截面an的扭角补偿值按△θ′计,其余截面按如下公式计算:
7、
8、式中:△θ′(ax)为ax截面的扭角补偿值;其中x为2至n-1,hx为截面ax-1与截面ax之间的截面间距;
9、步骤4:以步骤3确定的每个截面对应的扭角补偿值△θ′(ax),将对应截面按积叠点进行旋转补偿,确定三维数模参数,加工模具进行生产,测量生产后的锻件的各截面的扭角数值确定生产后的锻件是否在扭角公差范围内。
10、进一步地,还包括:在生产后的锻件不在扭角公差范围内的情况下,所述方法还包括:
11、步骤5:按步骤1~步骤4所述方法迭代n次,确定最终模具参数,其中n为正整数。
12、进一步地,步骤2中,△θ′=-(70%~80%)×△θ。
13、进一步地,步骤1中,m为10至20。
14、进一步地,步骤5中,n为2至5。
15、一种基于净成形精锻叶片锻造的型线扭角补偿装置,包括:
16、第一确定模块,用于根据精锻叶片弦线角的三坐标检测数据,确定m个叶尖叶型an的弦线角θ′与理想叶型的弦线角θ的差值的平均值△θ,其中m为正整数;
17、第二确定模块,用于根据第一确定模块确定的叶尖叶型弦线角平均值△θ来确定对应需要补偿的叶尖叶型的扭角值△θ′,其中,△θ′=-k×△θ,k的取值为0.5至1;
18、第三确定模块,用于根据第二确定模块确定的叶尖叶型补偿的扭角值△θ′,确定截面a2至截面an-1的扭角补偿值,其中基准截面a1扭角补偿值按0°计,叶顶截面an的扭角补偿值按△θ′计,其余截面按如下公式计算:
19、
20、式中:△θ′(ax)为ax截面的扭角补偿值;其中x为2至n-1,hx为截面ax-1与截面ax之间的截面间距;
21、第四确定模块,用于以第三确定模块确定的每个截面对应的扭角补偿值△θ′(ax),将对应截面按积叠点进行旋转补偿,确定三维数模参数,加工模具进行生产,测量生产后的锻件的各截面的扭角数值确定生产后的锻件是否在扭角公差范围内。
22、进一步地,还包括:第五确定模块,使第一确定模块至第四确定模块重复n次,确定最终模具参数,其中n为正整数。
23、进一步地,第二确定模块中,△θ′=-(70%~80%)×△θ。
24、有益效果:
25、本发明基于净成形精锻叶片锻造的型线扭角补偿方法生产的精锻叶片锻件弦线角变形控制效果显著,可有效补偿叶片锻后弦线角的变化,降低废品率和人工校正成本,提升产品合格率。
技术特征:
1.一种基于净成形精锻叶片锻造的型线扭角补偿方法,其特征在于,包括:
2.根据权利要求1所述的基于净成形精锻叶片锻造的型线扭角补偿方法,其特征在于,还包括:在生产后的锻件不在扭角公差范围内的情况下,所述方法还包括:
3.根据权利要求1所述的基于净成形精锻叶片锻造的型线扭角补偿方法,其特征在于,步骤2中,△θ′=-(70%~80%)×△θ。
4.根据权利要求1所述的基于净成形精锻叶片锻造的型线扭角补偿方法,其特征在于,步骤1中,m为10至20。
5.根据权利要求1所述的基于净成形精锻叶片锻造的型线扭角补偿方法,其特征在于,步骤5中,n为2至5。
6.一种基于净成形精锻叶片锻造的型线扭角补偿装置,其特征在于,包括:
7.根据权利要求6所述的基于净成形精锻叶片锻造的型线扭角补偿装置,其特征在于,还包括:第五确定模块,使第一确定模块至第四确定模块重复n次,确定最终模具参数,其中n为正整数。
8.根据权利要求6所述的基于净成形精锻叶片锻造的型线扭角补偿装置,其特征在于,第二确定模块中,△θ′=-(70%~80%)×△θ。
技术总结
本发明属于净成形精锻叶片锻造成形技术领域,具体涉及一种基于净成形精锻叶片锻造的型线扭角补偿方法及装置。方法包括:根据精锻叶片弦线角的三坐标检测数据,确定M个叶尖叶型A<subgt;n</subgt;的弦线角θ′与理想叶型的弦线角θ的差值的平均值△θ;根据△θ确定对应需要补偿的叶尖叶型的扭角值△θ′,△θ′=-k×△θ;根据△θ′确定截面A<subgt;2</subgt;至截面A<subgt;n‑1</subgt;的扭角补偿值,基准截面A<subgt;1</subgt;扭角补偿值按0°计,叶顶截面A<subgt;n</subgt;的扭角补偿值按△θ′计,其余截面按如下公式计算:式中:△θ′<subgt;(Ax)</subgt;为A<subgt;x</subgt;截面的扭角补偿值;x为2至n‑1,H<subgt;x</subgt;为截面A<subgt;x‑1</subgt;与截面A<subgt;x</subgt;之间的截面间距;以△θ′<subgt;(Ax)</subgt;将对应截面按积叠点进行旋转补偿,确定三维数模参数,加工模具进行生产。
技术研发人员:王维维,姚磊,陈军,路方杰
受保护的技术使用者:陕西宏远航空锻造有限责任公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!