一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机的制作方法
本发明涉及特种焊接领域,具体为一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,特别适用于航空航天、海洋工程、油气管道工程等特种焊接领域的高效、精准、焊接强度高且稳定性良好的焊接装备。
背景技术:
1、在航空航天、海洋工程、油气管道工程等特种焊接领域中,圆管类舱体的焊接是常见的焊接工艺需求。传统的焊接方法存在着诸多问题,如焊接过程中金属流动不均匀、应力过大导致的变形和裂纹以及焊接强度不足等问题。针对这些问题,开发出一种能够减小焊接应力、提高焊接质量的高效焊接装备是非常必要的。
技术实现思路
1、本发明提出了一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,以解决上述背景技术中存在的问题。为实现上述目的,本发明提供如下技术方案:
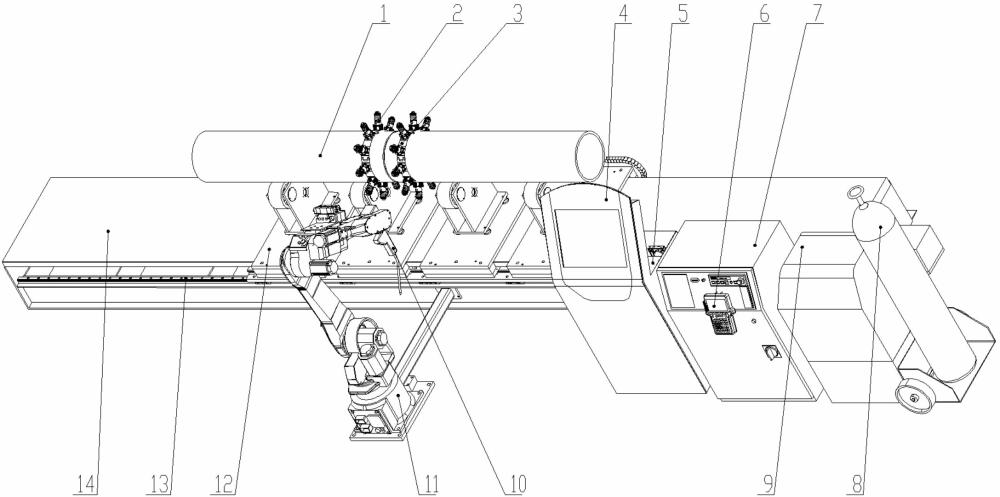
2、一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,包括超声波控制系统、机械手控制系统、氩弧焊机系统、伺服可调焊接基座。
3、优选的,所述超声波控制系统采用1台超声电源工控机控制2组10个28khz超声激励器矩阵装置,用于可编程控制调节的超声波叠加态28khz超声激励器,激励器可自由扩展更换不同口径装夹固定器。
4、优选的,所述机械手控制系统采用1台机械手工控机控制5轴可编程联动的焊接机械手的运动。
5、优选的,所述氩弧焊机系统包括1台氩弧焊机、1组氩气瓶于、1个氩气焊枪三个主要部件。
6、优选的,所述伺服可调焊接基座采用4条导轨和4个伺服电机控制4个承载滑台行程精度,4个承载滑台用于固定待焊接的圆管类舱体定位及长度行程。
7、进一步的优选方案,所述超声波辅助低应力氩弧焊圆管类舱体自动焊接机,超声波控制系统能够产生每秒2.8万次以上的高频振动,频率为28khz超高频振动焊接时可细化金属焊接晶粒,金属材料包括但不限于铝、钢、铁、镁、铜、钛、钨等材料。
8、进一步的优选方案,所述超声波辅助低应力氩弧焊圆管类舱体自动焊接机,机械手控制系统能够实现焊接机械手的5轴可编程可调速度轴向运动。
9、进一步的优选方案,所述超声波辅助低应力氩弧焊圆管类舱体自动焊接机,氩弧焊机系统具备适应不同种材料的焊接需求的电流和电压自动调节控制功能。
10、进一步的优选方案,所述超声波辅助低应力氩弧焊圆管类舱体自动焊接机,伺服可调焊接基座为高精度双轨道式,具备适应程序控制伺服电机自动调节,适用于直径范围30mm-800mm、圆管材料壁厚范围0.5mm-100mm、管长范围50mm-6500mm的管类舱体的装夹固定及可调匀速转动工件功能,工件承载能力5吨。
11、与现有技术相比,本发明具有如下有益效果:
12、1.本发明通过超声波控制系统的超高频率振幅叠加态的超声波,在物体表面产生每秒2.8万次以上的高频振动,可以增强金属的流动性,实现不同金属材料的焊接;
13、2.本发明的超声波辅助技术可以细化金属焊接晶粒,减小焊接过程中金属产生的应力,从而降低产品的变形和裂纹风险;
14、3.本发明相比传统氩弧焊焊接方法,焊接质量得到了提高,焊缝的抗拉强度可提升10-35%;
15、4.使用本发明的超声波辅助低应力氩弧焊圆管类舱体自动焊接机进行焊接可以抑制焊接变形量达5-15%的幅度;
16、5.本发明通过超声波控制系统、机械手控制系统、氩弧焊机系统和伺服可调焊接基座等组件的协同作用,实现了高效、精准的焊接过程。
技术特征:
1.一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,其特征在于,包括以下组件:超声波控制系统、机械手控制系统、氩弧焊机系统、伺服可调焊接基座。
2.根据权利要求1所述的一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,其特征在于,所述的超声波控制系统采用1台超声电源工控机控制2组10个28khz超声激励器矩阵装置,用于可编程控制调节的超声波叠加态28khz超声激励器,激励器可自由扩展更换不同口径装夹固定器。
3.根据权利要求1所述的一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,其特征在于,所述的机械手控制系统采用1台机械手工控机控制5轴可编程联动的焊接机械手的运动。
4.根据权利要求1所述的一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,其特征在于,所述的氩弧焊机系统包括1台氩弧焊机、1组氩气瓶、1个氩气焊枪三个主要部件。
5.根据权利要求1所述的一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,其特征在于,所述的伺服可调焊接基座采用4条导轨和4个伺服电机控制4个承载滑台行程精度,4个承载滑台用于固定待焊接的圆管类舱体定位及长度行程。
技术总结
本发明涉及特种焊接领域,具体为一种超声波辅助低应力氩弧焊圆管类舱体自动焊接机,包括超声波控制系统、机械手控制系统、氩弧焊机系统、伺服可调焊接基座。本发明利用阵列式超声波的超高频率的振幅和功率在物体表面产生每秒2.8万次以上的高频振动使得焊接过程中金属流动性增强的辅助焊接工艺,可将两个或多种材料进行焊接。焊接过程中金属晶粒细化产生的应力比传统焊接应力更小,使产品焊接过程中变形量减小,可减小焊接后产生的变形和裂纹,提高焊接质量焊接性能可提升焊缝抗拉强度10‑35%,抑制焊接变形量提升5%‑15%。本发明提供了一种高效、精准、焊接强度高、稳定性高的焊接装备,可以应用于相关领域。
技术研发人员:宋健,王钬杰,王鹏,贺冠超,陈余人
受保护的技术使用者:康硕(山西)低应力制造系统技术研究院有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!