一种铝塑膜冲壳装置及其工作流程的制作方法
本发明属于冲压,尤其涉及一种铝塑膜冲壳装置及其工作流程。
背景技术:
1、锂离子电池能量密度高,具有循环性能良好、稳定性好的优点。近年来,软包装锂离子电池发展迅速,应用广泛。传统软包装锂离子电池的外壳一般采用铝塑膜。铝塑膜所达到的指标很多,其中最重要的指标也是与普通复合膜不同的地方包括:极高的阻隔性、良好的冷冲压成型性、耐穿刺性、耐电解液稳定性、电性能(包括绝缘性),特别在锂离子二次电池技术领域,对铝塑膜的冲型是必不可少的流程。
2、现有技术中,市场对铝塑膜壳的需求量大,而在生产中缺少一种铝塑膜冲壳装置,其既能满足产品质量好,又能满足生产效率高、工作的可靠性好等多种优点。
3、综上可知,相关技术亟待完善。
技术实现思路
1、本发明的目的在于:针对现有技术的不足,而提供一种铝塑膜冲壳装置,冲压出来的铝塑膜壳各部分厚度均匀,同时防止了冲压后铝塑膜壳边角位置的厚度变薄,有效地避免了铝塑膜壳边角位置易破损的问题,产品质量好,且生产效率高,工作的可靠性好,兼具多种优异特性。
2、为实现上述目的,本申请采用的技术方案是:提供一种铝塑膜冲壳装置,包括第一推板、下模板、上模板、第一冲头、固定板和第二推板,所述第二推板、所述固定板和所述第一推板自上至下依次排列设置,所述下模板设置与所述第一推板,所述上模板设置于所述固定板,所述上模板与所述下模板相对设置,所述第一冲头设置于所述第二推板,所述固定板设置有第一通孔,所述上模板设置有第二通孔,所述下模板设置有第三通孔,所述第一冲头在所述第二推板的带动下依次穿插活动于所述第一通孔、所述第二通孔和所述第三通孔之间,所述第一推板通过多个第一导杆组件与所述固定板连接,所述第二推板通过多个第二导杆组件与所述固定板连接。
3、在一个实施例中,所述第一冲头的冲型面设置有四条边,所述第一冲头的冲型面中的一组相对设置的边均设置有第一圆角,所述第一冲头的冲型面中的另一组相对设置的边均设置有第二圆角,所述第一圆角的圆角弧度大于所述第二圆角的圆角弧度。
4、在一个实施例中,所述第三通孔靠近所述上模板的一侧设置有四条边,其中一组相对设置的边均设置有第三圆角,另一组相对设置的边均设置有第四圆角,所述第三圆角的圆角弧度大于所述第四圆角的圆角弧度,所述第一圆角所在的边与所述第四圆角所在的边平行设置,所述第二圆角所在的边与所述第三圆角所在的边平行设置。
5、在一个实施例中,所述第一冲头包括冲压部和基座,所述冲压部通过螺钉与所述基座连接;所述冲压部的材料为铁氟龙、金属或陶瓷,所述基座的材料为金属。
6、在一个实施例中,所述冲压部包括第一部分和第二部分,所述第一部分与所述第二部分一体成型,所述第二部分通过所述第一部分与所述基座连接,所述第一部分的各个侧面与所述基座的各个侧面一一对应共面设置,所述第二部分的尺寸小于与所述第一部分的尺寸,所述第一部分与所述第二部分连接区的各个侧面均形成有阶梯型结构,所述第二部分的端面为冲型面。
7、在一个实施例中,所述所述第二部分的端面设置有王字型凹槽,所述王字型凹槽的各边均进行了倒圆角处理。
8、在一个实施例中,所述第一冲头还包括连接板,所述基座通过所述连接板与所述第二推板连接。
9、在一个实施例中,所述铝塑膜冲壳装置还包括至少一个第二冲头,所述第二冲头与所述第二推板连接,所述上模板设置有第四通孔,所述下模板设置有第五通孔,所述第二冲头在所述第二推板的带动下依次穿插活动于所述第一通孔、所述第四通孔和所述第五通孔之间,所述第二冲头的冲压面的面积小于所述第一冲头的冲压面的面积,所述第二冲头的冲压面设置有多个条形凹槽,各个所述条形凹槽的各边均进行了倒圆角处理。
10、在一个实施例中,所述铝塑膜冲壳装置还包括连接组件,所述连接组件包括连接头、卡紧垫片和两个卡条,两个所述卡条均为l型结构,两个所述卡条对称设置于所述第二推板的顶面,所述连接头设置有环形卡槽,两个所述卡条均与所述环形卡槽卡接,所述连接头的下端通过所述卡紧垫片与所述第二推板的顶面抵接。
11、本申请的另一目的还在于提供一种铝塑膜冲壳装置的工作流程,其包括如上所述的铝塑膜冲壳装置,所述铝塑膜冲壳装置的工作流程为:
12、s1:将铝塑膜原料放置在所述下模板上并覆盖所述第三通孔;
13、s2:所述第一推板将所述下模板以及所述下模板上的铝塑膜原料向上推送至铝塑膜原料的上表面与所述上模板的下表面紧密贴合,所述下模板和所述上模板共同对铝塑膜原料进行夹紧;
14、s3:所述第二推板将所述第一冲头向下推动,使得第一冲头的端面将铝塑膜原料冲压进所述第三通孔,以完成对铝塑膜原料冲壳成型;
15、s4:所述第二推板带动所述第一冲头向上运动,使得第一冲头的端面回退至不凸出于所述上模板的下表面的位置;
16、s5:所述第一推板带动所述下模板以及所述下模板上的铝塑膜壳向下运动到预设位置;
17、s6:取走所述下模板上的铝塑膜壳;
18、s7:重复执行步骤s1,依次循环执行;
19、其中,步骤s4和步骤s5同步执行。
20、本发明的有益效果是:在应用中,通过外部机械手将铝塑膜原料放置在所述下模板上并覆盖所述第三通孔;第一推板的底面与外部伸缩杆的伸缩端连接,其中外部伸缩杆优选为伸缩气杆或伸缩液压杆,根据实际工作的需要可以灵活地进行设置,接着所述第一推板将所述下模板以及所述下模板上的铝塑膜原料向上推送至铝塑膜原料的上表面与所述上模板的下表面紧密贴合,所述下模板和所述上模板共同对铝塑膜原料进行夹紧,多个第一导杆组件起到了定向导航的作用,使得工作更加稳定高效;第二推板的顶面与外部伸缩杆的伸缩端连接,其中外部伸缩杆优选为伸缩气杆或伸缩液压杆,根据实际工作的需要可以灵活地进行设置,然后所述第二推板将所述第一冲头向下推动,使得第一冲头的端面将铝塑膜原料冲压进所述第三通孔,以完成对铝塑膜原料冲壳成型,多个第二导杆组件起到了定向导航的作用,使得工作更加稳定高效;紧接着所述第二推板带动所述第一冲头向上运动,使得第一冲头的端面回退至不凸出于所述上模板的下表面的位置;与此同时所述第一推板带动所述下模板以及所述下模板上的铝塑膜壳向下运动到预设位置;最后通过外部机械手取走所述下模板上的铝塑膜壳;紧接着将铝塑膜原料放置在所述下模板上并覆盖所述第三通孔,如此循环重复生产,该一种铝塑膜冲壳装置冲压出来的铝塑膜壳各部分厚度均匀,同时防止了冲压后铝塑膜壳边角位置的厚度变薄,有效地避免了铝塑膜壳边角位置易破损的问题,产品质量好,且生产效率高,工作的可靠性好,兼具多种优异特性。
技术特征:
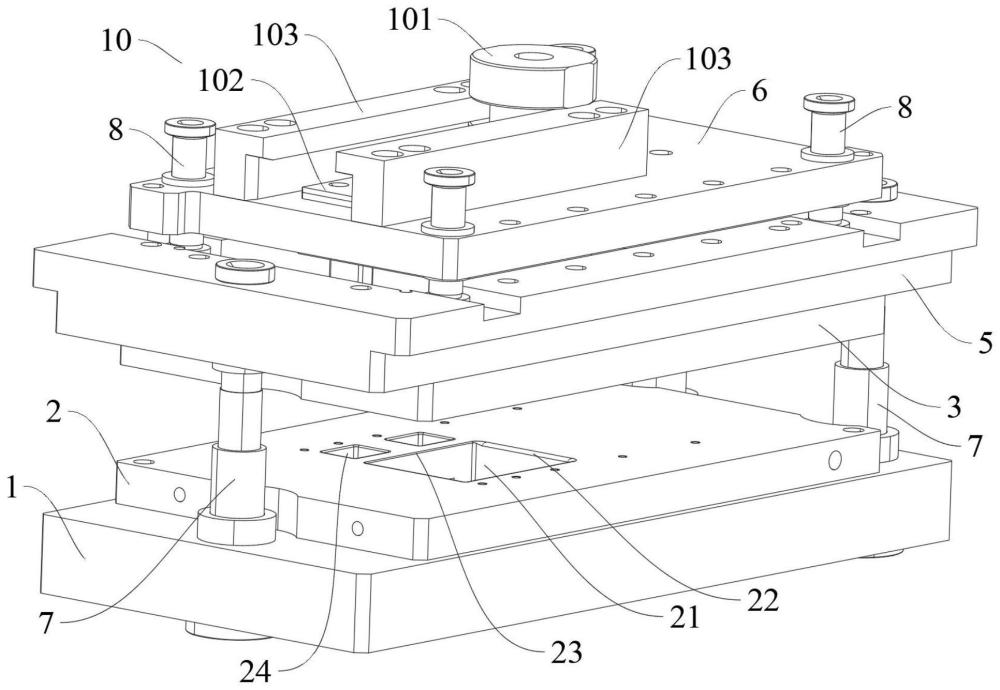
1.一种铝塑膜冲壳装置,其特征在于:包括第一推板(1)、下模板(2)、上模板(3)、第一冲头(4)、固定板(5)和第二推板(6),所述第二推板(6)、所述固定板(5)和所述第一推板(1)自上至下依次排列设置,所述下模板(2)设置与所述第一推板(1),所述上模板(3)设置于所述固定板(5),所述上模板(3)与所述下模板(2)相对设置,所述第一冲头(4)设置于所述第二推板(6),所述固定板(5)设置有第一通孔(51),所述上模板(3)设置有第二通孔(31),所述下模板(2)设置有第三通孔(21),所述第一冲头(4)在所述第二推板(6)的带动下依次穿插活动于所述第一通孔(51)、所述第二通孔(31)和所述第三通孔(21)之间,所述第一推板(1)通过多个第一导杆组件(7)与所述固定板(5)连接,所述第二推板(6)通过多个第二导杆组件(8)与所述固定板(5)连接。
2.根据权利要求1所述的铝塑膜冲壳装置,其特征在于:所述第一冲头(4)的冲型面设置有四条边,所述第一冲头(4)的冲型面中的一组相对设置的边均设置有第一圆角(41),所述第一冲头(4)的冲型面中的另一组相对设置的边均设置有第二圆角(42),所述第一圆角(41)的圆角弧度大于所述第二圆角(42)的圆角弧度。
3.根据权利要求2所述的铝塑膜冲壳装置,其特征在于:所述第三通孔(21)靠近所述上模板(3)的一侧设置有四条边,其中一组相对设置的边均设置有第三圆角(22),另一组相对设置的边均设置有第四圆角(23),所述第三圆角(22)的圆角弧度大于所述第四圆角(23)的圆角弧度,所述第一圆角(41)所在的边与所述第四圆角(23)所在的边平行设置,所述第二圆角(42)所在的边与所述第三圆角(22)所在的边平行设置。
4.根据权利要求1所述的铝塑膜冲壳装置,其特征在于:所述第一冲头(4)包括冲压部(43)和基座(44),所述冲压部(43)通过螺钉与所述基座(44)连接;所述冲压部(43)的材料为铁氟龙、金属或陶瓷,所述基座(44)的材料为金属。
5.根据权利要求4所述的铝塑膜冲壳装置,其特征在于:所述冲压部(43)包括第一部分(431)和第二部分(432),所述第一部分(431)与所述第二部分(432)一体成型,所述第二部分(432)通过所述第一部分(431)与所述基座(44)连接,所述第一部分(431)的各个侧面与所述基座(44)的各个侧面一一对应共面设置,所述第二部分(432)的尺寸小于与所述第一部分(431)的尺寸,所述第一部分(431)与所述第二部分(432)连接区的各个侧面均形成有阶梯型结构,所述第二部分(432)的端面为冲型面。
6.根据权利要求5所述的铝塑膜冲壳装置,其特征在于:所述所述第二部分(432)的端面设置有王字型凹槽,所述王字型凹槽的各边均进行了倒圆角处理。
7.根据权利要求4至6任一项所述的铝塑膜冲壳装置,其特征在于:所述第一冲头(4)还包括连接板(45),所述基座(44)通过所述连接板(45)与所述第二推板(6)连接。
8.根据权利要求1所述的铝塑膜冲壳装置,其特征在于:所述铝塑膜冲壳装置还包括至少一个第二冲头(9),所述第二冲头(9)与所述第二推板(6)连接,所述上模板(3)设置有第四通孔(32),所述下模板(2)设置有第五通孔(24),所述第二冲头(9)在所述第二推板(6)的带动下依次穿插活动于所述第一通孔(51)、所述第四通孔(32)和所述第五通孔(24)之间,所述第二冲头(9)的冲压面的面积小于所述第一冲头(4)的冲压面的面积,所述第二冲头(9)的冲压面设置有多个条形凹槽,各个所述条形凹槽的各边均进行了倒圆角处理。
9.根据权利要求1所述的铝塑膜冲壳装置,其特征在于:所述铝塑膜冲壳装置还包括连接组件(10),所述连接组件(10)包括连接头(101)、卡紧垫片(102)和两个卡条(103),两个所述卡条(103)均为l型结构,两个所述卡条(103)对称设置于所述第二推板(6)的顶面,所述连接头(101)设置有环形卡槽(1011),两个所述卡条(103)均与所述环形卡槽(1011)卡接,所述连接头(101)的下端通过所述卡紧垫片(102)与所述第二推板(6)的顶面抵接。
10.一种铝塑膜冲壳装置的工作流程,其特征在于:包括权利要求1至9中任意一项所述的铝塑膜冲壳装置,所述铝塑膜冲壳装置的工作流程为:
技术总结
本发明属于冲压技术领域,尤其涉及一种铝塑膜冲壳装置及其工作流程,其中铝塑膜冲壳装置包括第一推板、下模板、上模板、第一冲头、固定板和第二推板,第二推板、固定板和第一推板自上至下依次排列设置,下模板设置与第一推板,上模板设置于固定板,上模板与下模板相对设置,第一冲头设置于第二推板,固定板设置有第一通孔,上模板设置有第二通孔,下模板设置有第三通孔,第一冲头在第二推板的带动下依次穿插活动于第一通孔、第二通孔和第三通孔之间。冲压出来的铝塑膜壳各部分厚度均匀,同时防止了冲压后铝塑膜壳边角位置的厚度变薄,避免了铝塑膜壳边角位置易破损的问题,产品质量好,且生产效率高,工作的可靠性好,兼具多种优异特性。
技术研发人员:周红
受保护的技术使用者:东莞新星智能科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!