一种板弹簧的加工方法与流程
本发明属于弹簧加工,特别涉及一种板弹簧的加工方法。
背景技术:
1、板弹簧是一种核级的镍基高温合金板材加工而成的异性特殊弹簧,主要应用在核反应堆的核燃料组件上,在整个核反应过程中起着举足轻重的作用,板弹簧的几何尺寸精度、形位公差和外观质量要求都非常高。但是现有的板弹簧加工方法难以保证产品的质量,加工的效率低,合格率低。
技术实现思路
1、本发明提供一种板弹簧的加工方法,用于解决上述技术问题。
2、为了达到上述目的,本发明通过下述技术方案实现:一种板弹簧的加工方法包括以下步骤:
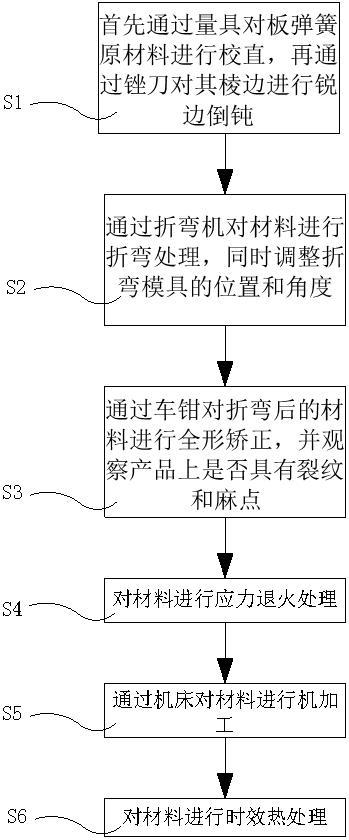
3、s1、首先通过量具对板弹簧原材料进行校直,再通过锉刀对其棱边进行锐边倒钝:
4、s2、通过折弯机对所述步骤s1处理后的材料进行折弯处理,同时调整折弯模具的位置和角度;
5、s3、通过车钳对所述步骤s2折弯后的材料进行全形矫正,并观察产品上是否具有裂纹和麻点;
6、s4、对所述步骤s3矫正后的材料进行应力退火处理;
7、s5、通过机床对所述步骤s4退火处理后的材料进行车加工和铣加工;
8、s6、对所述步骤s4机加工后的材料进行时效热处理。
9、可选地,在步骤s2中,将折弯模具的尺寸控制在±30°,同时使得模头下压时,产品的定位支撑随着材料的流动而转动。
10、可选地,在步骤s3中,通过5x放大镜观察材料上是否具有裂纹和麻点,同时矫形过程为非冲击力矫形。
11、可选地,在步骤s1中,原材料为镍基高温合金,并对原材料进行排版使其沿轧制方向下料。
12、可选地,在步骤s5中,在切削加工时切削速度为30-50m/min,切削方式采用分层螺旋下刀,切削时每层为0.1-0.3mm,且进给速度为60-80m/min。
13、可选地,在步骤s5中,每道加工工序完成后用清水清洗产品表面的切削液和金属屑。
14、可选地,在步骤s5中,加工后的产品的垂直度小于0.2mm,其平面度小于0.2mm,并且其尺寸公差为0.05mm。
15、可选地,所述步骤s6的过程为:
16、s601、用超声波对产品进行清洗,并对加热炉进行清洗以保证加热环境的清洁度;
17、s602、将加热炉中的温度提升至800℃预热1小时;
18、s603、将产品平放在托盘上,且产品不能重叠放置;
19、s604、先将加热炉内的温度提升至720℃并保温8小时,再以55℃/h的速度降温至620℃,进而将产品以620℃保温8小时并充入惰性气体,最后将加热炉内的温度冷却至低于150℃出炉。
20、可选地,经过时效热处理后,产品的力学性能抗拉强度≥1240mpa,且晶粒度为5级以上。
21、由上述技术方案可知,本发明提供的一种板弹簧的加工方法的有益效果在于:通过对板弹簧的原材料进行校直并对其棱边进行锐边倒钝,再将材料进行折弯处理,进而将折弯后的材料进行全形矫正后并进行应力退火处理,再通过机床对材料进行加工,最后对材料进行时效热处理。从而解决了现有的板弹簧加工方法难以保证产品质量,同时加工效率低、合格率低的技术问题。
技术特征:
1.一种板弹簧的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种板弹簧的加工方法,其特征在于,在步骤s2中,将折弯模具的尺寸控制在±30°,同时使得模头下压时,产品的定位支撑随着材料的流动而转动。
3.根据权利要求1所述的一种板弹簧的加工方法,其特征在于,在步骤s3中,通过5x放大镜观察材料上是否具有裂纹和麻点,同时矫形过程为非冲击力矫形。
4.根据权利要求1所述的一种板弹簧的加工方法,其特征在于,在步骤s1中,原材料为镍基高温合金,并对原材料进行排版使其沿轧制方向下料。
5.根据权利要求1所述的一种板弹簧的加工方法,其特征在于,在步骤s5中,在切削加工时切削速度为30-50m/min,切削方式采用分层螺旋下刀,切削时每层为0.1-0.3mm,且进给速度为60-80m/min。
6.根据权利要求5所述的一种板弹簧的加工方法,其特征在于,在步骤s5中,每道加工工序完成后用清水清洗产品表面的切削液和金属屑。
7.根据权利要求6所述的一种板弹簧的加工方法,其特征在于,在步骤s5中,加工后的产品的垂直度小于0.2mm,其平面度小于0.2mm,并且其尺寸公差为0.05mm。
8.根据权利要求1所述的一种板弹簧的加工方法,其特征在于,所述步骤s6的过程为:
9.根据权利要求8所述的一种板弹簧的加工方法,其特征在于,经过时效热处理后,产品的力学性能抗拉强度≥1240mpa,且晶粒度为5级以上。
技术总结
本发明涉及一种板弹簧的加工方法,属于弹簧加工技术领域。一种板弹簧的加工方法包括以下步骤:S1、首先通过量具对板弹簧原材料进行校直,再通过锉刀对其棱边进行锐边倒钝。S2、通过折弯机对所述步骤S1处理后的材料进行折弯处理,同时调整折弯模具的位置和角度。S3、通过车钳对所述步骤S2折弯后的材料进行全形矫正,并观察产品上是否具有裂纹和麻点。S4、对所述步骤S3矫正后的材料进行应力退火处理。S5、通过机床对所述步骤S4退火处理后的材料进行车加工和铣加工。S6、对所述步骤S4机加工后的材料进行时效热处理。从而提高了板弹簧的产品质量、加工效率和合格率。
技术研发人员:方雄,陈志,赵游凯
受保护的技术使用者:彭州市长庆全成技术开发有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!