一种变截面回字型钢壳混凝土组合钢塔组装工艺的制作方法
本发明涉及桥梁钢壳塔加工组装,尤其涉及一种变截面回字型钢壳混凝土组合钢塔组装工艺。
背景技术:
1、桥梁中、边主塔均采用“钢-混”结合结构,塔柱分为上塔柱、中塔柱、下塔柱三个区段,上塔柱采用钢结构,中、下塔柱采用混凝土结构;根据吊装架设能力要求,对钢塔柱重新节段划分,以确定现场吊装块体;另外,当吊装块体重量及外形尺寸超出车间内吊机能力、运梁平车运输能力等时,需要对其进行再划分。总体原则是根据钢塔生产及架设过程中的各项限制指标,尽量加大分块外形尺寸,减少分块数量;但是一般的钢塔节段中在进行结构划分时,不利于结构的焊接,且划分结构数量多,制造困难,且零部件大小结构均不相同导致加工制造工艺冗余。
技术实现思路
1、本发明要解决的技术问题是提供一种变截面回字型钢壳混凝土组合钢塔组装工艺,能够解决一般的钢塔节段的加工制造及组装中,节段划分数量多,加工制造工艺冗余,各零部件只能单一制造,生产效率低的问题。
2、为解决上述技术问题,本发明的技术方案为:一种变截面回字型钢壳混凝土组合钢塔组装工艺,其创新点在于:具体加工组装工艺如下:
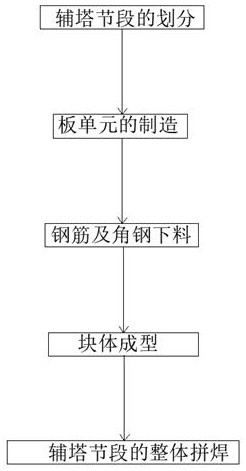
3、s1:钢壳塔节段的划分:钢壳塔节段呈柱体壳状结构,具有内壁板和外壁板以及设置在内壁板和外壁板之间的钢筋网、隔板以及肋板;将钢壳塔节段划分为平面块体、l型块体和c型块体;l型块体具有一对分别设置在平面块体的两侧;c型块体的两侧分别连接两个l型块体的边缘围成桥梁钢壳塔节段;
4、s2:板单元的制造:板单元包括壁板、肋板和隔板;板材采用预处理自动生产线进行赶平、抛丸、喷漆、烘干;壁板、板肋及隔板采用数控切割机精密切割下料,通过精确计算,在零件长度与宽度方向预留足够的焊接收缩量,切割同时完成自动划线和标识喷写;壁板下料后采用半自动小车切割或机加工两边坡口及基准端头坡口,矫正翘曲变形和波浪变形;肋板下料矫平后采用半自动小车切割边坡口,修正直线度,然后采用平板数控钻床钻制两端孔群;
5、s3:钢筋及角钢下料:选择钢塔节段内部所需的钢筋及角钢,按照数量需求和长度要求进行切断下料;
6、s4:块体成型:块体包括外壁板、内壁板、钢筋网、隔板和加劲角钢;将块体焊接有肋板的外壁板和内壁板均设置在胎架上,将隔板按照划线位置焊接在内壁板和外壁板上,完成隔板的焊接后在平台上进行矫正并检测壁板平面度,然后划剪力钉组装位置线,采用螺柱焊机,焊接剪力钉,并穿入横纵向钢筋,完成钢筋绑扎;然后在外壁板的内壁焊接加劲角钢,将完成装焊的内壁板扣在外壁板上的加劲角钢上进行焊接完成块体成型,保证内外壁板相对位置关系;依次完成平面块体、l型块体和c型块体的装焊;
7、s5:钢壳塔节段的整体拼焊:设置拼装胎架,在胎架上设置钢塔节段纵、横向定位基线;以胎架的横纵基线为基准将平面块体在胎架上进行定位;以胎架的横纵基线及高程水准点为基准,在平面块体的外壁板上放样定位临时工艺支撑;以胎架横纵基线为基准在平面块体的两侧焊装l型块体,保证l型块体与平面块体之间的匹配精度,重点控制l型块体上方开口尺寸及块体垂直度;以胎架横纵基线为基准,在l型块体的顶端装焊c型块体,保证c型块体与平面块体以及l型块体的匹配精度,重点控制钢壳塔节段箱口尺寸、节段间匹配精度,合格后划线切割预留量,完成桥梁钢壳塔节段的拼焊。
8、进一步的,所述块体预拼装前在胎架上配合水准仪、经纬仪进行准确定位,检测c型块体合格后再进行拼装,预拼装完成后检查前后块体壁板错边情况。
9、进一步的,所述钢壳塔节段拼装时在内、外壁板上布置并焊接调整牛腿及导向块,临时匹配件在立体拼装时组装焊接,确保钢塔节段在桥位精准架设。
10、本发明的优点在于:
11、1)本发明中通过将桥梁钢壳塔节段划分为四个块体结构,通过对每个块体所需要的要零部件进行统一下料切割;在胎架上完成各块体结构的模块化装焊,然后将四个块体结构在胎架上进行模块化组焊;这种装焊方式极大的提高了拼装效率,同时各块体结构在同步加工的过程中可实现相互对比校验的过程,减少后续的检测时间。
技术特征:
1.一种变截面回字型钢壳混凝土组合钢塔组装工艺,其特征在于:具体加工组装工艺如下:
2.根据权利要求1所述的一种变截面回字型钢壳混凝土组合钢塔组装工艺,其特征在于:所述块体预拼装前在胎架上配合水准仪、经纬仪进行准确定位,检测c型块体合格后再进行拼装,预拼装完成后检查前后块体壁板错边情况。
3.根据权利要求1所述的一种变截面回字型钢壳混凝土组合钢塔组装工艺,其特征在于:所述钢壳塔节段拼装时在内、外壁板上布置并焊接调整牛腿及导向块,临时匹配件在立体拼装时组装焊接,确保钢塔节段在桥位精准架设。
技术总结
本发明涉及一种变截面回字型钢壳混凝土组合钢塔组装工艺,其特征在于:具体加工组装工艺如下:S1:钢壳塔节段的划分;S2:板单元的制造;S3:钢筋及角钢下料;S4:块体成型;S5:钢壳塔节段的整体拼焊;通过将桥梁钢壳塔节段划分为四个块体结构,通过对每个块体所需要的要零部件进行统一下料切割;在胎架上完成各块体结构的模块化装焊,然后将四个块体结构在胎架上进行模块化组焊;这种装焊方式极大的提高了拼装效率,同时各块体结构在同步加工的过程中可实现相互对比校验的过程,减少后续的检测时间。
技术研发人员:李洪涛,阮静,邓月雄,汤西龙,杨进伟,马浩鹏,王超,刘志雄,曾省伟,徐犇,全宓,陈诗伟
受保护的技术使用者:中铁山桥(南通)有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!