一种驻车操纵杆总成的加工工艺的制作方法
本发明涉及汽车零件加工,具体涉及一种驻车操纵杆总成的加工工艺。
背景技术:
1、驻车操纵杆总成是汽车驻车系统里的重要组成子部件,实现汽车驻p档保持功能,主要包括有驻车操纵杆、驻车凸轮和驻车弹簧。传统的驻车操纵杆总成工艺方案是通过一个额外的套筒焊接在驻车操纵杆端部来完成凸轮和弹簧的封装,该方法焊接效率低,成本高,其焊接部位内部容易形成缺陷且不易检测发现,存在潜在的使用风险。
技术实现思路
1、本发明提供一种驻车操纵杆总成的加工工艺,旨在解决现有技术中的问题。
2、本发明解决上述技术问题的技术方案如下:
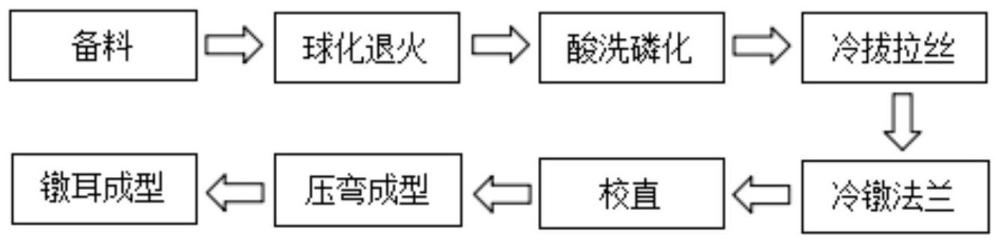
3、一种驻车操纵杆总成的加工工艺,包括以下具体步骤:
4、s1:对材料进行酸洗,酸洗后再对材料进行磷化处理;
5、s2:将材料成型为一端为有法兰结构的坯料;
6、s3:对材料进行压弯成型。
7、本发明的有益效果是:本发明工艺简单,设计合理,可有效提高产品的强度,效率高,成本低。
8、在上述技术方案的基础上,本发明还可以做如下改进。
9、进一步,所述s1具体包括:采用盐酸对材料酸洗0.5-1.5小时,材料酸洗后充分水洗去除酸洗液残留,再采用锰系磷化液磷化10-40分钟。
10、采用上述进一步方案的有益效果是工艺简单,设计合理,酸洗可有效去除材料表面的氧化物。
11、进一步,所述s1中盐酸的浓度百分数为10%-15%。
12、采用上述进一步方案的有益效果是盐酸的难度合适,既可以去除材料表面的氧化物,又不会破坏材料。
13、进一步,所述s2中材料在冷镦机中成型。
14、采用上述进一步方案的有益效果是工艺简单,设计合理,该工艺生产效率明显高于焊接套筒工艺,且因为是材料一体冷镦成型,其材料线型完整无破坏,从而有效保证了结构的强度。
15、进一步,所述s3具体包括:依次将驻车凸轮和驻车弹簧装入驻车操纵杆坯料上,用驻车凸轮端面作为轴向定位面、驻车操纵杆轴心定心,在折弯模具内完成折弯成型。
16、采用上述进一步方案的有益效果是工艺简单,设计合理,可有效保证了相关部件的稳定性,提高产品的质量。
17、进一步,所述s1之前还包括s0:将盘状材料置于退火炉内球化退火。
18、采用上述进一步方案的有益效果是工艺简单,设计合理,可为后续工艺做准备。
19、进一步,所述s0中退火炉退火的温度范围为820-850℃,退火时间为1.5-2分钟/每毫米厚度。
20、采用上述进一步方案的有益效果是上述退火工艺的温度设计合理,保证了产品的质量。
21、进一步,所述s0之前还包括:备料。
22、采用上述进一步方案的有益效果是备料可为后续工艺做准备。
23、进一步,所述s1与所述s2之间还包括:通过冷拔拉丝将材料拉拔成驻车操纵杆规定的直径尺寸和表面光洁度。
24、采用上述进一步方案的有益效果是工艺简单,设计合理,通过冷拔拉丝得到驻车操纵杆规定的直径尺寸和表面光洁度,同时提高其力学强度。
25、进一步,所述s2与所述s3之间还包括:将坯料放入校直机压轮内旋转校直。
26、采用上述进一步方案的有益效果是工艺简单,设计合理,进一步保证了产品的质量。
技术特征:
1.一种驻车操纵杆总成的加工工艺,其特征在于,包括以下具体步骤:
2.根据权利要求1所述的驻车操纵杆总成的加工工艺,其特征在于,所述s1具体包括:采用盐酸对材料酸洗0.5-1.5小时,材料酸洗后充分水洗去除酸洗液残留,再采用锰系磷化液磷化10-40分钟。
3.根据权利要求2所述的驻车操纵杆总成的加工工艺,其特征在于:所述s1中盐酸的浓度百分数为10%-15%。
4.根据权利要求1-3任一项所述的驻车操纵杆总成的加工工艺,其特征在于,所述s2中材料在冷镦机中成型。
5.根据权利要求1-3任一项所述的驻车操纵杆总成的加工工艺,其特征在于,所述s3具体包括:依次将驻车凸轮和驻车弹簧装入驻车操纵杆坯料上,用驻车凸轮端面作为轴向定位面、驻车操纵杆轴心定心,在折弯模具内完成折弯成型。
6.根据权利要求1-3任一项所述的驻车操纵杆总成的加工工艺,其特征在于,所述s1之前还包括s0:将盘状材料置于退火炉内球化退火。
7.根据权利要求6所述的驻车操纵杆总成的加工工艺,其特征在于:所述s0中退火炉退火的温度范围为820-850℃,退火时间为1.5-2分钟/每毫米厚度。
8.根据权利要求6所述的驻车操纵杆总成的加工工艺,其特征在于,所述s0之前还包括:备料。
9.根据权利要求1-3任一项所述的驻车操纵杆总成的加工工艺,其特征在于,所述s1与所述s2之间还包括:通过冷拔拉丝将材料拉拔成驻车操纵杆规定的直径尺寸和表面光洁度。
10.根据权利要求1-3任一项所述的驻车操纵杆总成的加工工艺,其特征在于,所述s2与所述s3之间还包括:将坯料放入校直机压轮内旋转校直。
技术总结
本发明涉及一种驻车操纵杆总成的加工工艺,该工艺包括以下具体步骤:S1:对材料进行酸洗,酸洗后再对材料进行磷化处理;S2:将材料成型为一端为有法兰结构的坯料;S3:对材料进行压弯成型。本发明的有益效果是工艺简单,设计合理,可有效提高产品的强度,效率高,成本低。
技术研发人员:李贝,陈凡,张世军
受保护的技术使用者:武汉泛洲精密科技股份有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!