阀体加工用定位结构的制作方法
本发明属于阀体生产,涉及一种阀体加工用定位结构。
背景技术:
1、阀体是管道工程中常用的结构,其通常具有进口和出口以及位于其中部的控制启闭的阀芯,进口和出口分别与管道相连通,如此通过阀体能够实现管道内部液体物或气体物等流体的流动。三通阀是常见的一种阀体,如图1所示,包括左口14a、右口14b、下口14c以及位置可调的阀芯,能够实现不同的管道连通(左口14a和右口14b相通或左口14a和下口14c相通)。
2、目前在三通阀的加工中,在阀体柱体结构成型后,需要对左口14a、右口14b以及下口14c(包括口部的外周以及法兰面)进行铣加工,此过程首先将三通阀放置在形状与三通阀结构吻合的加工台面上,之后位于三通阀上方的气缸伸缩,伸缩轴伸缩至与三通阀接触并施加合适的压力,如此实现了三通阀的定位,之后与左口14a、右口14b和下口14c三侧相对的铣刀向三通阀运动直至与三通阀接触并同时高速旋转,实现三通阀的左口14a、右口14b以及下口14c的铣加工。在一个三通阀加工完成后,考虑到安全性,需要铣刀停止旋转并远离三通阀,同时气缸的伸缩轴向上运动,此时工人方可将加工完成的三通阀取出,之后再重复上述的过程,因此使用现有的定位结构效率较低。
技术实现思路
1、本发明的目的在于提供阀体加工用定位结构,旨在解决现有的定位结构效率较低的问题。
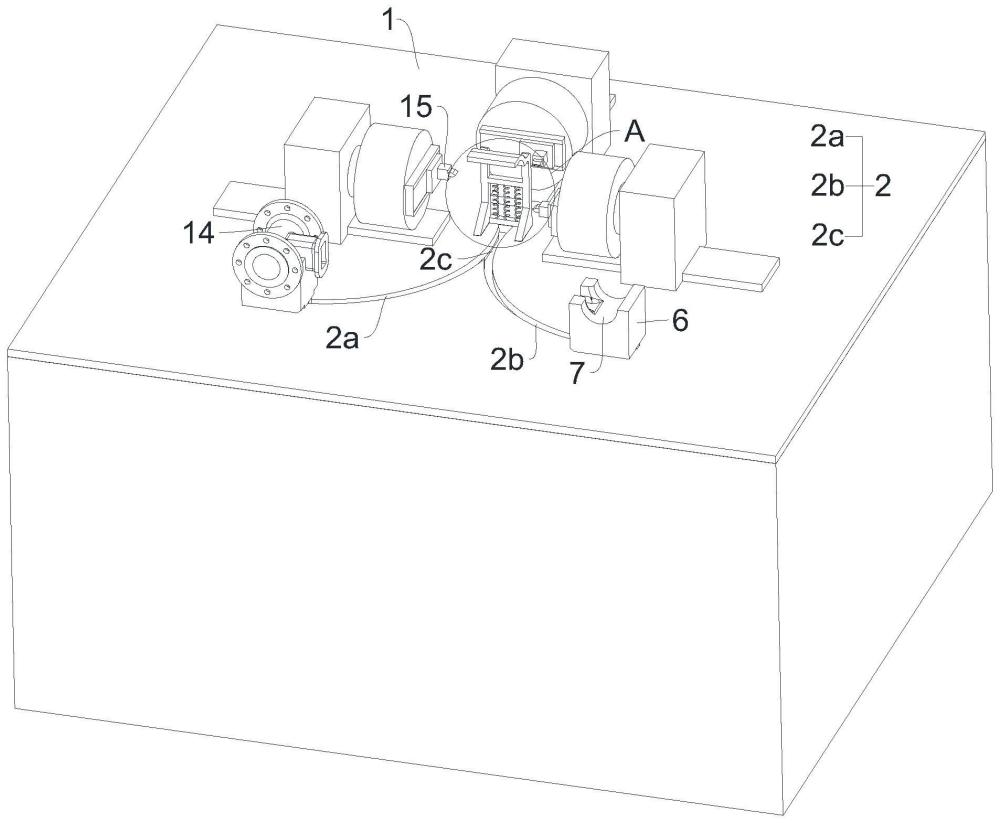
2、为解决上述技术问题,本发明提供了一种阀体加工用定位结构,包括加工台面以及开设于所述加工台面上的横截面呈人字形的导位槽,所述导位槽包括横截面均呈弧形的左导槽和右导槽以及与所述左导槽和右导槽相连通的定位槽,还包括与所述加工台面相连的两个驱动机构以及左滑块和右滑块,一所述驱动机构驱动所述左滑块在所述左导槽和定位槽内滑动,另一所述驱动机构驱动所述右滑块在所述右导槽和定位槽内滑动,所述左滑块和所述右滑块的顶部均设置有定位部,所述定位部的顶部开设有放置槽,所述定位部的底部与所述加工台面相接触,还包括对一三通阀的顶部施加压力的压紧机构。
3、本发明进一步设置为,所述压紧机构包括竖直升降的具有斜面的联动体以及与联动体相连的上压板,随着所述定位部的底部与所述斜面的从低端至高端相接触,所述上压板的高度下降至与所述三通阀的顶部相抵触,还包括返位弹簧,所述返位弹簧的顶端与联动体相连,所述返位弹簧的底端与加工台面相连。
4、本发明进一步设置为,所述加工台面上成型有分别位于所述定位槽两侧的两个限位凹槽,所述联动体包括与两个所述限位凹槽活动配合的顶部具有所述斜面的楔形体、与两个所述楔形体顶部相连的连接杆以及两端与两个所述连接杆相连的连接横杆,所述上压板与两个所述连接杆相连,所述返位弹簧的顶端与所述连接横杆相连,所述加工台面包括位于两个所述楔形体之间的固定块,所述返位弹簧的底端与所述固定块相连。
5、本发明进一步设置为,所述限位凹槽的顶部竖直设置有导向杆,所述楔形体内开设有导向槽,所述导向杆与所述导向槽的内壁活动贴合。
6、本发明进一步设置为,所述上压板包括纵截面呈与所述三通阀顶部相贴合的弧形的弧形板以及与所述弧形板的顶端相连的平板。
7、本发明进一步设置为,所述定位部包括定位块以及设置于所述定位块底部的多个滑动轮,多个所述滑动轮与所述加工台面相接触,两个所述滑动轮与所述斜面活动接触。
8、本发明进一步设置为,所述驱动机构包括设置于加工台面的固定柱以及与所述固定柱转动相连的驱动缸,一所述驱动缸的伸缩轴与所述左滑块转动相连,另一所述驱动缸的伸缩轴与所述右滑块转动相连。
9、本发明进一步设置为,所述左滑块和所述右滑块均包括底部设置的限位块,所述限位块与所述加工台面的底部相接触,一所述驱动缸的伸缩轴与所述左滑块底部设置的限位块转动相连,另一所述驱动缸的伸缩轴与所述右滑块底部设置的限位块转动相连。
10、与现有技术相比,本发明的有益效果为:
11、本发明提供了一种阀体加工用定位结构,通过滑块(左滑块和右滑块)、滑槽(左导槽和右导槽)和两个定位部、驱动机构和压紧机构等结构的设计及配合,可交替将三通阀输送至加工工位并进行定位,铣刀可持续旋转,同时工人在铣刀加工位于加工工位的三通阀时,即可上一个加工完成的三通阀从另一定位部上取出,同时放置新的待加工的三通阀,如此每个三通阀铣加工之间的间隔时间将会更短,因此效率更高,并且工人的上述操作离高速旋转的铣刀具有一定距离,因此能够保证安全性;并且本发明通过巧妙的压紧机构的设计,驱动机构驱动定位部的活动能够联动到压紧机构的上下运动,而使压紧机构能够实现对三通阀的自动压紧和取出,进一步提高了加工效率。
技术特征:
1.一种阀体加工用定位结构,其特征在于,包括加工台面(1)以及开设于所述加工台面(1)上的横截面呈人字形的导位槽(2),所述导位槽(2)包括横截面均呈弧形的左导槽(2a)和右导槽(2b)以及与所述左导槽(2a)和右导槽(2b)相连通的定位槽(2c),还包括与所述加工台面(1)相连的两个驱动机构(3)以及左滑块(4)和右滑块(5),一所述驱动机构(3)驱动所述左滑块(4)在所述左导槽(2a)和定位槽(2c)内滑动,另一所述驱动机构(3)驱动所述右滑块(5)在所述右导槽(2b)和定位槽(2c)内滑动,所述左滑块(4)和所述右滑块(5)的顶部均设置有定位部(6),所述定位部(6)的顶部开设有放置槽(7),所述定位部(6)的底部与所述加工台面(1)相接触,还包括对一三通阀(14)的顶部施加压力的压紧机构(8)。
2.根据权利要求1所述的阀体加工用定位结构,其特征在于,所述压紧机构(8)包括竖直升降的具有斜面(8a1)的联动体(8a)以及与联动体(8a)相连的上压板(8b),随着所述定位部(6)的底部与所述斜面(8a1)的从低端至高端相接触,所述上压板(8b)的高度下降至与所述三通阀(14)的顶部相抵触,还包括返位弹簧(9),所述返位弹簧(9)的顶端与联动体(8a)相连,所述返位弹簧(9)的底端与加工台面(1)相连。
3.根据权利要求2所述的阀体加工用定位结构,其特征在于,所述加工台面(1)上成型有分别位于所述定位槽(2c)两侧的两个限位凹槽(10),所述联动体(8a)包括与两个所述限位凹槽(10)活动配合的顶部具有所述斜面(8a1)的楔形体(8a2)、与两个所述楔形体(8a2)顶部相连的连接杆(8a3)以及两端与两个所述连接杆(8a3)相连的连接横杆(8a4),所述上压板(8b)与两个所述连接杆(8a3)相连,所述返位弹簧(9)的顶端与所述连接横杆(8a4)相连,所述加工台面(1)包括位于两个所述楔形体(8a2)之间的固定块(1a),所述返位弹簧(9)的底端与所述固定块(1a)相连。
4.根据权利要求3所述的阀体加工用定位结构,其特征在于,所述限位凹槽(10)的顶部竖直设置有导向杆(11),所述楔形体(8a2)内开设有导向槽(12),所述导向杆(11)与所述导向槽(12)的内壁活动贴合。
5.根据权利要求3或4所述的阀体加工用定位结构,其特征在于,所述上压板(8b)包括纵截面呈与所述三通阀(14)顶部相贴合的弧形的弧形板(8b1)以及与所述弧形板(8b1)的顶端相连的平板(8b2)。
6.根据权利要求3所述的阀体加工用定位结构,其特征在于,所述定位部(6)包括定位块(6a)以及设置于所述定位块(6a)底部的多个滑动轮(6b),多个所述滑动轮(6b)与所述加工台面(1)相接触,两个所述滑动轮(6b)与所述斜面(8a1)活动接触。
7.根据权利要求2所述的阀体加工用定位结构,其特征在于,所述驱动机构(3)包括设置于加工台面(1)的固定柱(3a)以及与所述固定柱(3a)转动相连的驱动缸(3b),一所述驱动缸(3b)的伸缩轴与所述左滑块(4)转动相连,另一所述驱动缸(3b)的伸缩轴与所述右滑块(5)转动相连。
8.根据权利要求7所述的阀体加工用定位结构,其特征在于,所述左滑块(4)和所述右滑块(5)均包括底部设置的限位块(13),所述限位块(13)与所述加工台面(1)的底部相接触,一所述驱动缸(3b)的伸缩轴与所述左滑块(4)底部设置的限位块(13)转动相连,另一所述驱动缸(3b)的伸缩轴与所述右滑块(5)底部设置的限位块(13)转动相连。
技术总结
本发明提供了阀体加工用定位结构,包括加工台面以及开设于加工台面上的导位槽,导位槽包括左导槽和右导槽以及定位槽,还包括与加工台面相连的两个驱动机构以及左滑块和右滑块,一驱动机构驱动左滑块在左导槽和定位槽内滑动,另一驱动机构驱动右滑块在右导槽和定位槽内滑动,左滑块和右滑块的顶部均设置有定位部,定位部的顶部开设有放置槽,定位部的底部与加工台面相接触,还包括对一三通阀的顶部施加压力的压紧机构。本发明提供的阀体加工用定位结构,通过滑块、滑槽和两个定位部、驱动机构和压紧机构等结构的设计及配合,可交替将三通阀输送至加工工位并进行定位,铣刀可持续旋转,每个三通阀铣加工之间的间隔时间将会更短,因此效率更高。
技术研发人员:高原
受保护的技术使用者:湖北巨科铜业有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!