一种复合材料薄板件定位加工装置及加工方法与流程
本发明属于机械加工,涉及一种复合材料薄板件定位加工装置及加工方法,用于复合材料薄板类产品的定位打孔装配。
背景技术:
1、某复合材料薄板产品为周边带安装孔的薄板环形件,由于产品的厚度在3mm以下,而长宽均在200mm以上,长宽与厚度比例在60以上。在产品加工时,因产品需要内腔、外形、定位孔分别加工,制造时需要用工装及压板进行内外型面及定位孔与倒角分别加工,加工过程需要三次装夹重复定位,重复装夹会导致定位不准。现有技术直接在平台上采用压板固定毛坯件周围,由于产品为复合材料薄板件,铣刀加工的抖动导致其因型面分层,以及由于重复装夹定位不准带来的尺寸超差的技术问题。存在安全和质量风险制造成本也会非常的高,更重要的是制造周期非常长、会严重影响产品的进度。
技术实现思路
1、本发明的目的是:
2、为了克服针对复合材料薄板产品加工过程中的型面分层以及尺寸超差的技术问题,提供一种复合材料薄板件定位加工组合装置及加工方法。
3、本发明的技术方案:
4、一方面,提供一种复合材料薄板件定位加工装置,复合材料薄板件产品为周边带定位孔的薄板环形件,薄板件5mm以内;
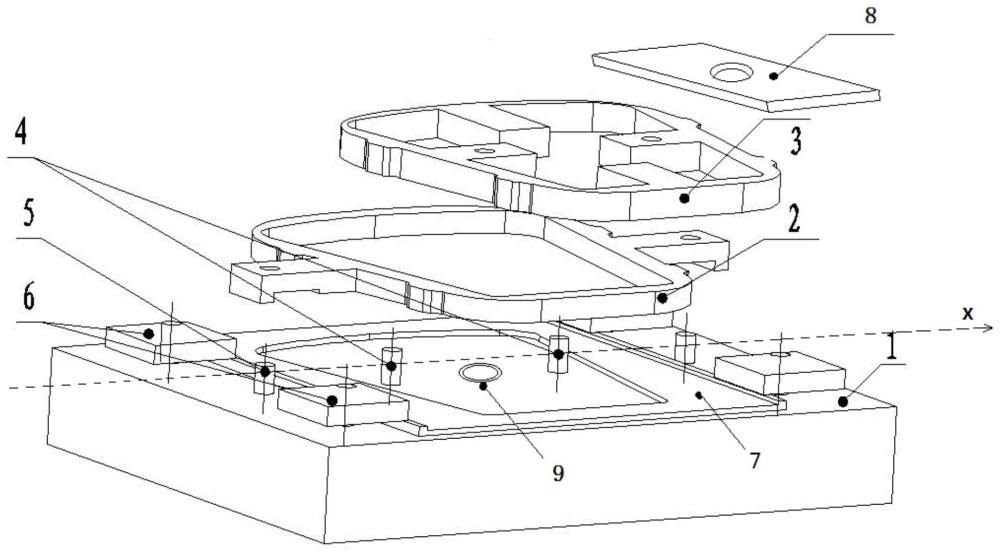
5、加工装置由底座1、内型加工压块2、外型加工压块3、外压块定位销4、内压块定位销5、压板6、上压板8组成;
6、底座1中间为凹台(凹下的平台),形状与零件毛坯7外形一致,用于安置零件毛坯7,凹台的深度略小于薄板件厚度,差在0.5~1.0mm以内;
7、底座1上方周边具有螺纹孔,底座1与压板6固定用于压紧零件毛坯7;
8、所述内型加工压块2为环形件,外腔与产品外轮廓一致,内腔略大于产品的内腔,差在1.0~1.5mm以内;内型加工压块2外侧两边各有安装耳,用于与底座1定位,通过安装在底座1上的内压块定位销5定位;
9、外型加工压块3为环形件,内腔与产品内腔一致,外腔略小于产品外轮廓,差在1.0~1.5mm以内;外型加工压块3内侧对边各有安装耳,用于与底座1定位,通过安装在底座1上的外压块定位销4定位;
10、底座1中部位置具有螺纹孔9,用于与上压板8组合固定,压紧外型加工压块3。
11、所述两个外压块定位销4位于凹台上,且关于y轴对称;两个内压块定位销5位于底座1上,且关于y轴对称。
12、所述外压块定位销4和内压块定位销5均设置在x轴上,其中一对用于定位,另一对用于验证,使得加工过程中保证定位精度。
13、所述内型加工压块2厚度为15~20mm,所述外型加工压块3厚度为15~20mm。
14、所述螺纹孔9位于底座1正中位置,位于坐标0点,即x轴与y轴交点处。
15、所述加工装置材质为钢质,优选地,底座1为方形结构。
16、所述加工装置适用于复合材料薄板产品的厚度在3mm以下,长宽均在200mm以上,长宽与厚度比例在60以上。
17、另一方面,提供一种复合材料薄板件定位加工方法,步骤如下:
18、步骤一、利用其中一对定位销找正加工装置:
19、将外压块定位销4拔出,利用杠杆百分表将两个外压块定位销4的距离平分,使得销孔中心线位于x轴上,确定产品加工的坐标系,
20、步骤二、利用另一对定位销验证坐标系:
21、将内压块定位销5拔出,利用杠杆百分表验证两个内压块定位销5的销孔中心线是否位于x轴上,如果超差,对加工装置进行修复;
22、步骤三、加工:
23、将零件毛坯7用底座1与压板6固定压紧,根据产品厚度要求铣削出产品的平面,并根据要求加工定位孔;
24、再将内型加工压块2与底座1固定压紧,根据加工要求加工产品的内腔;
25、内腔加工完成,拆卸内型加工压块2,将外型加工压块3与底座1固定压紧(通过上压板8与螺纹孔9固定压紧),根据加工要求加工产品的外轮廓。
26、本发明的有益效果:
27、1、利用本发明的装置定位方便且准确:
28、本发明的装置利用两对定位销进行找正与验证,利用压板6与底座1组合,内型加工压块2与底座1组合,外型加工压块3与底座1组合实现了三次准确定位,大大提高了复合材料薄板产品加工合格率。
29、2、本发明有效的解决了复合材料薄板产品因型面分层超差及打孔定位,实现了结构简单、快速方便、通用性广、成本低。
技术特征:
1.一种复合材料薄板件定位加工装置,其特征在于:
2.根据权利要求1所述的定位加工装置,其特征在于:所述两个外压块定位销(4)位于凹台上,且关于y轴对称;两个内压块定位销(5)位于底座1上,且关于y轴对称。
3.根据权利要求1所述的定位加工装置,其特征在于:所述外压块定位销(4)和内压块定位销(5)均设置在x轴上,其中一对用于定位,另一对用于验证,使得加工过程中保证定位精度。
4.根据权利要求1所述的定位加工装置,其特征在于:所述内型加工压块(2)厚度为15~20mm。
5.根据权利要求1所述的定位加工装置,其特征在于:所述外型加工压块(3)厚度为15~20mm。
6.根据权利要求1所述的定位加工装置,其特征在于:所述螺纹孔(9)位于底座(1)正中位置,位于坐标原点。
7.根据权利要求1所述的定位加工装置,其特征在于:所述加工装置材质为钢质。
8.根据权利要求1所述的定位加工装置,其特征在于:适用的复合材料薄板产品的厚度在3mm以下,长宽均在200mm以上,长宽与厚度比例在60以上。
9.一种复合材料薄板件定位加工方法,利用权利要求1所述的定位加工装置,其特征在于:所述加工方法步骤如下:
技术总结
本发明属于机械加工技术领域,涉及一种复合材料薄板件定位加工装置及加工方法,复合材料薄板件产品为周边带定位孔的薄板环形件,薄板件5mm以内,且长宽与厚度比例在60以上,加工装置由底座、内型加工压块、外型加工压块、外压块定位销、内压块定位销、压板、上压板组成;本发明的装置利用两对定位销进行找正与验证,利用压板与底座组合,内型加工压块与底座组合,外型加工压块与底座组合实现了三次准确定位,大大提高了复合材料薄板产品的便捷性与加工合格率。
技术研发人员:胡松,郭东方,王宪丁,徐州
受保护的技术使用者:中国航空工业集团公司济南特种结构研究所
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!