一种换挡器零件组装设备的制作方法
本发明涉及换挡器组装设备领域,尤其涉及一种换挡器零件组装设备。
背景技术:
1、换挡器的主要零部件包括金属换挡杆骨架、换挡块、金属销以及磁块,各零部件需要由人工流水线协同配合完成,由于人力资源的紧缺和劳动成本的增加,现有技术无法满足现代化生产需求。另外,在人工装配磁块过程中,因压力控制不稳定,容易导致磁块压坏问题,因此现有人工产线难以满足生产要求。
技术实现思路
1、本发明主要解决的技术问题是提供一种换挡器零件组装设备,将换挡器的四种主要零部件的加工整合在一台设备上,并针对压接过载导致的良率低问题,采取斜面和微调垫片协同匹配的方式优化承压角度,从而极大提高了生产效率和产品良率。
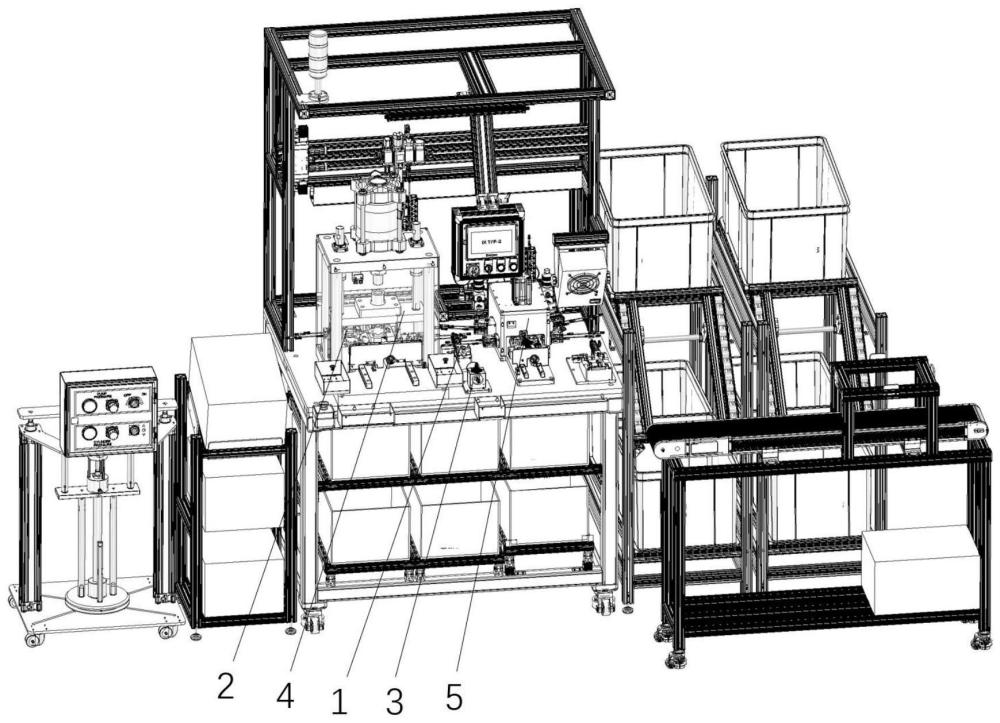
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种换挡器零件组装设备,包括:
3、换挡块注油组件和金属杆注油组件,由仿形座和气缸伸缩注油嘴外连注油泵组成,用于给换挡块、金属杆定量注油;
4、换挡块除尘组件,由仿形座和吸尘器组成,用于去除换挡块表面碎屑;
5、档位块铆接金属杆组件,用于将预装配的金属杆与档位块铆接;
6、金属杆插接磁块组件,用于将磁块同轴顶接到金属杆上。
7、在本发明一个较佳实施例中,所述金属杆插接磁块组件包括工装滑台和压缸,所述工装滑台上设置有限位槽,所述限位槽中央开设有轴向限位通道,所述轴向限位通道外正对匹配有由轴向气缸驱动的轴向插柄。
8、在本发明一个较佳实施例中,所述工装滑台上开设有关于轴向限位通道垂直的侧向压装通道,所述侧向压装通道内容置有一对对称分布在轴向限位通道两侧的钳块,所述钳块与设置在工装滑台外侧的压缸对接匹配。
9、在本发明一个较佳实施例中,所述钳块设置有供压缸压接的斜面,所述斜面上设置有角度微调垫片,所述角度微调垫片使压缸分解得到一个沿轴向限位通道方向的分量压力,所述分量压力被侧向压装通道可控吸收。
10、在本发明一个较佳实施例中,所述工装滑台的两侧设置有限位纵沟,所述限位纵沟外正对设置有形状互补的气缸顶销。
11、在本发明一个较佳实施例中,所述工装滑台的正上方竖直吊装有z轴限位气缸,所述z轴限位气缸设置有竖直正对限位槽的压柱。
12、在本发明一个较佳实施例中,所述档位块铆接金属杆组件包括铆压机和设置在铆压机正下方的铆压工装。
13、本发明的有益效果是:本发明提供的一种换挡器零件组装设备,将换挡器的四种主要零部件的加工整合在一台设备上,并针对压接过载导致的良率低问题,采取斜面和微调垫片协同匹配的方式优化承压角度,从而极大提高了生产效率和产品良率。
技术特征:
1.一种换挡器零件组装设备,其特征在于,包括:
2. 根据权利要求1 所述的换挡器零件组装设备,其特征在于,所述金属杆插接磁块组件包括工装滑台和压缸,所述工装滑台上设置有限位槽,所述限位槽中央开设有轴向限位通道,所述轴向限位通道外正对匹配有由轴向气缸驱动的轴向插柄。
3.根据权利要求2所述的换挡器零件组装设备,其特征在于,所述工装滑台上开设有关于轴向限位通道垂直的侧向压装通道,所述侧向压装通道内容置有一对对称分布在轴向限位通道两侧的钳块,所述钳块与设置在工装滑台外侧的压缸对接匹配。
4.根据权利要求3所述的换挡器零件组装设备,其特征在于,所述钳块设置有供压缸压接的斜面,所述斜面上设置有角度微调垫片,所述角度微调垫片使压缸分解得到一个沿轴向限位通道方向的分量压力,所述分量压力被侧向压装通道可控吸收。
5.根据权利要求2所述的换挡器零件组装设备,其特征在于,所述工装滑台的两侧设置有限位纵沟,所述限位纵沟外正对设置有形状互补的气缸顶销。
6.根据权利要求2所述的换挡器零件组装设备,其特征在于,所述工装滑台的正上方竖直吊装有z轴限位气缸,所述z轴限位气缸设置有竖直正对限位槽的压柱。
7.根据权利要求1所述的换挡器零件组装设备,其特征在于,所述档位块铆接金属杆组件包括铆压机和设置在铆压机正下方的铆压工装。
技术总结
本发明公开一种换挡器零件组装设备,包括:换挡块注油组件和金属杆注油组件,由仿形座和气缸伸缩注油嘴外连注油泵组成,用于给换挡块、金属杆定量注油;换挡块除尘组件,由仿形座和吸尘器组成,用于去除换挡块表面碎屑;档位块铆接金属杆组件,用于将预装配的金属杆与档位块铆接;金属杆插接磁块组件,用于将磁块同轴顶接到金属杆上。通过上述方式,本发明提供一种换挡器零件组装设备,将换挡器的四种主要零部件的加工整合在一台设备上,并针对压接过载导致的良率低问题,采取斜面和微调垫片协同匹配的方式优化承压角度,从而极大提高了生产效率和产品良率。
技术研发人员:彭智,都德辉,温士松
受保护的技术使用者:优瑞玛特合心(上海)自动化科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!