一种金属膜片的刚柔复合成形模具及成形方法与流程
本发明涉及金属膜片,尤其涉及一种金属膜片的刚柔复合成形模具及成形方法。
背景技术:
1、金属膜片(以下简称膜片)是金属膜片贮箱的主要工作部件,膜片按工作要求实现正常翻转变形是保证航天器可靠工作的必要条件。膜片翻转变形失效将会导致航天器发射失败、卫星调姿失败等严重后果,因此很有必要对膜片有效翻转变形的可靠性进行研究。现有金属薄膜制造工艺存在:加工难度大、成本高、精度低、不适应特定领域需求等问题。
2、一方面,传统的金属膜片制造工艺常采用机械加工、锻压成形、热处理等多种方法,但这些方法在制造膜片时往往需要经过多次加工和复杂的工艺流程,且难以控制膜片的精度和质量;另一方面,传统金属膜片的厚度往往是渐变的,无法通过一次成型制造。因此,需要开发一种新的金属膜片模具、制造工艺,确保膜片的加工精度和质量,同时满足特定领域的需要。
技术实现思路
1、鉴于上述的分析,本发明旨在提供一种金属膜片的刚柔复合成形模具及成形方法,用以解决现有技术中模具不能针对同一块坯料不同区域采用不同的加载方式,制备的金属变壁厚膜片的精度低等问题。
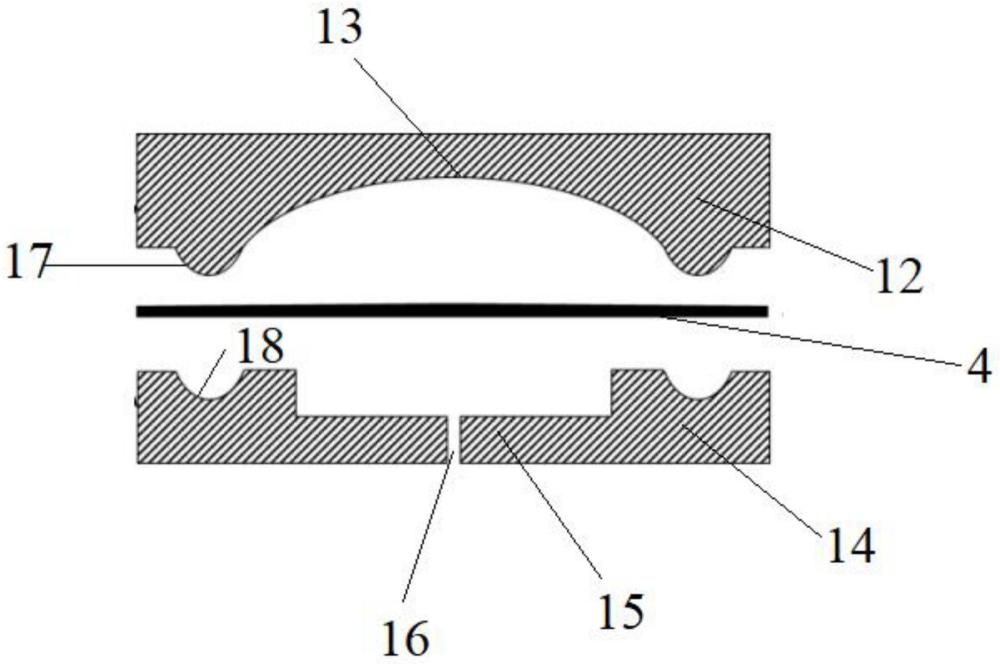
2、第一方面,本发明提供了一种金属膜片的刚柔复合成形模具,所述的模具包括上模和下模,所述的上模由位于边缘的上热压拉伸区域和位于中间的上热胀拉伸区域组成,所述的下模由位于边缘的下热压拉伸区域和位于中间下热胀拉伸区域组成,所述的上模和下模闭合后上热胀拉伸区域和下热胀拉伸区域形成热胀的模腔,所述的下热胀拉伸区域设置有进气口。
3、进一步的,所述的上热压拉伸区域设置有一圈凸台,所述的下热压拉伸区域设置有与所述的凸台对应的凹台,用于形成膜片的边缘固定区的翻边结构。
4、进一步的,所述的上热胀拉伸区域和下热胀拉伸区域之间的距离由外向内逐渐增大,使与该部分接触的金属膜片成型在受到垂直热压力作用的同时也收到热胀拉伸力的作用。
5、进一步的,所述的上热胀拉伸区域13还设置有多个凹陷部19。
6、第二方面,本发明提供了一种金属变壁厚膜片的低应力成形方法,包括将坯料放入上述的模具中依次通过热压拉伸、热胀拉伸,成形得到金属变壁厚膜片。
7、进一步的,所述的热压拉伸是指将坯料放入模具进行热压,使坯料边缘区域压型至模具边缘区域型面,形成金属变壁厚膜片的边缘固定区结构。
8、进一步的,所述热胀拉伸是指向模具中通入热胀介质,使坯料在热胀介质作用下膨胀,胀形至模具模腔型面,制成金属变壁厚膜片。
9、进一步的,热压拉伸的温度为650~850℃,压力为10~2000吨。
10、进一步的,热胀拉伸中的压力为0.2~1mpa,保压时间为30~120min。
11、第三方面,本发明提供了一种飞行器贮箱内置防晃吸能结构,包括采用上述成形方法制成的金属变壁厚膜片。
12、与现有技术相比,本发明至少可实现如下有益效果之一:
13、(1)本发明的金属膜片的刚柔复合成形模具,可以为同一块坯料不同区域采用不同的加载方式,通过上热压拉伸区域和下热压拉伸区域将膜片的边缘固定区热压拉伸成形,形成较大精度尺寸圆弧区域。而当上下模具一定压力刚性接触时,形成密封的腔体,上热胀拉伸区域和下热胀拉伸区域对应处的金属膜片成型可以利用高压气体的作用,将金属膜片成型向上吹动,使金属膜片成型贴在上热胀拉伸区域,完成中心区域的反向形成轮廓,获得整体的膜片结构,一套模具一块坯料不同区域实现刚柔复合成形。
14、(2)本发明的防晃吸能组合结构通过膜片塑性变形实现能量的消耗,表现出较强的塑性耗能效果,网格阵列的镂空结构设计使得整体结构件重量降低,同时,膜片的交叉组合设计能实现方向互异的液体冲击能的耗散,达到较好的冲击吸能效果。因此,本发明的防晃吸能结构具有重量小、冲击吸收能域高、可拆卸、重复使用的特点。
15、本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
技术特征:
1.一种金属膜片的刚柔复合成形模具,其特征在于,所述的模具包括上模和下模;
2.根据权利要求1所述的金属膜片的刚柔复合成形模具,其特征在于,所述的上热压拉伸区域设置有一圈凸台,所述的下热压拉伸区域设置有与所述的凸台对应的凹台,用于形成膜片的边缘固定区的翻边结构。
3.根据权利要求1或2所述的金属膜片的刚柔复合成形模具,其特征在于,所述的上热胀拉伸区域和下热胀拉伸区域之间的距离由外向内逐渐增大,使与该部分接触的金属膜片成型在受到垂直热压力作用的同时也收到热胀拉伸力的作用。
4.根据权利要求1或2所述的金属膜片的刚柔复合成形模具,其特征在于,所述的上热胀拉伸区域13还设置有多个凹陷部19。
5.一种金属变壁厚膜片的低应力成形方法,其特征在于,包括将金属膜片成型坯料放入权利要求1-4任一项所述的模具中依次通过热压拉伸、热胀拉伸,成形得到金属变壁厚膜片。
6.根据权利要求5所述的方法,其特征在于,所述的热压拉伸是指将金属膜片成型坯料放入模具进行热压,使坯料边缘区域压型至模具边缘区域型面,形成金属变壁厚膜片的边缘固定区结构。
7.根据权利要求5所述的方法,其特征在于,所述热胀拉伸是指向模具中通入热胀介质,使坯料在热胀介质作用下膨胀,胀形至模具模腔型面,制成金属变壁厚膜片。
8.根据权利要求5所述的方法,其特征在于,热压拉伸的温度为650~850℃,压力为10~2000吨。
9.根据权利要求5所述的方法,其特征在于,热胀拉伸中的压力为0.2~1mpa,保压时间为30~120min。
10.一种飞行器贮箱内置防晃吸能结构,其特征在于,包括采用权利要求5-9任一项方法制成的金属变壁厚膜片。
技术总结
本发明涉及一种金属膜片的刚柔复合成形模具及金属变壁厚膜片成形方法,属于金属膜片技术领域,用以解决现有技术中模具不能针对同一块坯料不同区域采用不同的加载方式,制备的金属变壁厚膜片的精度低等问题。所述的所述的模具包括上模和下模,所述的上模由位于边缘的上热压拉伸区域和位于中间的上热胀拉伸区域组成,所述的下模由位于边缘的下热压拉伸区域和位于中间下热胀拉伸区域组成,所述的上模和下模闭合后上热胀拉伸区域和下热胀拉伸区域形成热胀的模腔,所述的下热胀拉伸区域设置有进气口。本发明的金属膜片的刚柔复合成形模具,可以为同一块坯料不同区域采用不同的加载方式,一套模具一块坯料不同区域实现刚柔复合成形。
技术研发人员:李建伟,韩维群,肖瑞,秦中环,李保永,苏灿
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!