一种蜗壳生产用切割加工装置及工艺的制作方法
本发明属于切割装置,具体的说是一种蜗壳生产用切割加工装置及工艺。
背景技术:
1、蜗壳是蜗壳式引水室的简称,它的外形很像蜗牛壳,故通常简称蜗壳。水轮机蜗壳可分为金属蜗壳和混凝土蜗壳,铸焊蜗壳与铸造蜗壳一样适用于尺寸不大的高水头混流式水轮机。铸焊蜗壳的外壳用钢板压制而成,固定导叶和座环一般是铸造然后用焊接的方法把它们联成整体。
2、由于钢板在经过压延弯折工作前需要保证一定的预留长度,所以在初次压延后形成的蜗壳会有凸出的侧边,此时需要进行切割工作,人工手动切割的方式进行切割工作时,此时的蜗壳已经与侧板组装起来,所以直接切割蜗壳的边缘部位可能会损伤紧贴蜗壳侧边的侧板,所以需要进行改进。
技术实现思路
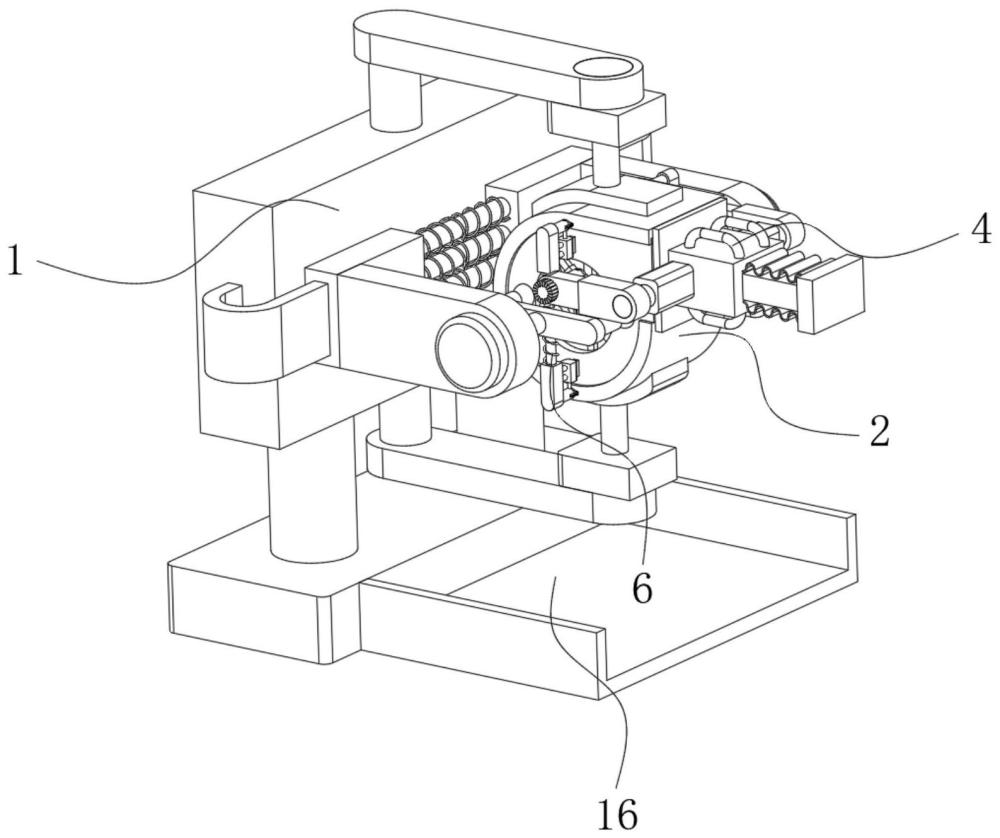
1、针对现有技术的不足,本发明解决其技术问题所采用的技术方案是:一种蜗壳生产用切割加工装置及工艺,包括支撑部件、组装蜗壳和加工部件;
2、进一步地,所述组装蜗壳包括卷绕钢壳,所述卷绕钢壳内壁的两侧对称设置有拼装侧板,所述卷绕钢壳外表面的两侧对称设置有裁切边,将卷绕钢壳通过压延机卷绕成蜗壳结构,然后将两侧的拼装侧板贴合卷绕钢壳的侧边设置,然后再将卷绕钢壳延长的侧边向内敲击,将拼装侧板封锁在卷绕钢壳的内部,形成延展侧边,如图3所示;
3、进一步地,所述支撑部件包括固定侧板,所述固定侧板的前后两侧对称设置有滑动侧臂,所述固定侧板的底部通过连杆固定连接有支撑底座,所述支撑底座的侧面固定连接有废料盛放板,所述固定侧板内腔的上下两侧对称设置有调整夹臂,将初步组装的组装蜗壳通过支撑部件进行固定,由于组装蜗壳由图1放置的时候,上下两侧的外形不同,所以上下两侧的调整夹臂应该随着组装蜗壳的外表面进行单独制造,保证上下两侧的调整夹臂可以贴合组装蜗壳的外表面;
4、进一步地,所述加工部件具有主连杆,所述主连杆外表面的右侧套接有切条部件,所述主连杆内腔左侧的轴心处设置有内焊接部件,所述内焊接部件的前后两侧对称设置有环切部件,组装蜗壳被支撑部件初步固定后,将加工部件插入卷绕钢壳的内部,然后主连杆中部的盖板正好将组装蜗壳的右侧通口盖住;
5、进一步地,所述环切部件包括外置转动机,所述外置转动机输出轴的顶部固定连接有集束条板,所述集束条板内腔的轴心处固定连接有滑动转套,所述滑动转套内腔的两侧均插接有弹簧滑臂,所述弹簧滑臂远离滑动转套的一端固定连接有圆锯端头,所述圆锯端头的内腔转动连接有控制马达,所述集束条板的两端对称设置有压力滑筒,所述压力滑筒内腔远离集束条板的一侧滑动连接有贴面滑盘。
6、进一步地,所述滑动侧臂的数量为两个,且两侧滑动侧臂的内腔均通过弹簧滑杆滑动连接,所述滑动侧臂远离固定侧板的一端与外置转动机的外表面固定连接,所述滑动侧臂远离弹簧滑杆的一端与固定侧板的内腔滑动连接。所述圆锯端头远离外置转动机的一端与裁切边的外表面相互挤压,所述贴面滑盘的外表面与拼装侧板的外表面滑动连接,所述控制马达外表面的一侧与弹簧滑臂的外表面固定连接,所述控制马达外表面的另一侧与拼装侧板的外表面相互挤压。所述卷绕钢壳外表面的上下两侧均与调整夹臂的外表面卡接,所述主连杆外表面的中部通过盖板与卷绕钢壳右侧的通口相互挤压,所述主连杆的左端延伸至卷绕钢壳的内部,所述主连杆内腔的左侧通过填充块与拼装侧板的外表面相互挤压。
7、进一步地,所述内焊接部件包括固定轴壳,所述固定轴壳内腔的轴心处固定连接有双向马达,所述固定轴壳外表面的前后两侧均转动连接有延展筒壳,双向马达可以直接控制输出轴两端的延展筒壳进行自转,所述延展筒壳的外表面均匀设置有调节焊接臂,所述调节焊接臂远离延展筒壳的一端转动连接有焊接端头,调节焊接臂能够进行伸缩调节工作,并且调节焊接臂顶端的焊接端头可以通过转动关节进行自转,使焊接端头的顶端能够正对卷绕钢壳与拼装侧板的接缝处。
8、所述双向马达输出轴的两端均与延展筒壳的内腔固定连接,所述延展筒壳远离双向马达的一端固定连接有压缩连筒,所述压缩连筒远离固定轴壳的一端通过圆头转轴与滑动转套内壁的轴心处转动连接,所述固定轴壳的外表面与主连杆左端的轴心处固定连接。
9、进一步地,所述切条部件包括滑动外框,所述滑动外框外表面的上下两侧对称设置有牵引外杆,所述滑动外框外表面的两侧对称设置有主轴转壳,所述主轴转壳的内壁转动连接有刻度转臂,所述刻度转臂远离主轴转壳的一端转动连接有变向转轴,所述变向转轴远离刻度转臂的一端转动连接有切条锯,刻度转臂可以绕着主轴转壳的内壁转动,变向转轴也可以相对刻度转臂进行转动,保证切条锯可以正对裁切边的直边部位,操作人员可以在外部拉动牵引外杆,使切条锯沿着裁切边的直边部位平行滑移。
10、所述滑动外框的内壁与主连杆外表面的左侧滑动连接,所述滑动外框的一端通过侧位弹簧带与主连杆的右端固定连接,所述切条锯的外表面与裁切边的外表面相互挤压。
11、一种蜗壳生产用切割加工工艺,包括步骤如下:
12、s1:将金属钢板通过压延机弯折成卷绕钢壳;
13、s2:在卷绕钢壳的两侧进行弯折形成内弯的裁切边,并设置拼装侧板;
14、s3:将组装蜗壳设置在支撑部件上固定住;
15、s4:通过加工部件将裁切边裁断,并对组装蜗壳的内部接缝进行焊接;
16、s5:对组装蜗壳外部裸露的接缝进行焊接,获得裁切后的蜗壳。
17、本发明的有益效果如下:
18、1.该装置可以对初步组装后的组装蜗壳进行裁切工作,切除卷绕钢壳侧边为了收纳拼装侧板而弯折的预留裁切边,由于圆锯端头在进行切割工作前,压力滑筒可以通过贴面滑盘被挤压移动的距离,判断圆锯端头与拼装侧板之间的距离,从而保证圆锯端头能够将裁切边贯穿裁断,而不会对拼装侧板造成明显损伤。
19、2.该装置的环切部件在进行环切工作时,外置转动机输出轴的轴心处可以通过滑动转套与内部的压缩连筒端头对齐,从而保证圆锯端头始终绕着卷绕钢壳的轴心进行转动切割,不仅使切割效率提高,还能避免出现校对失误,导致裁切边切割走形的问题。
20、3.由于两侧的拼装侧板通过弯折的裁切边卡在卷绕钢壳的内部,所以将裁切边裁断后,失去固定裁切边的拼装侧板会与卷绕钢壳的内壁松动,所以为了避免出现此类问题,在环切部件进行裁切工作的时候,在组装蜗壳的内部,通过内焊接部件加固卷绕钢壳和拼装侧板的连接,与裁切工作同步进行,并且在组装蜗壳的内部进行焊接不会影响正常的外部焊接作业。
21、4.环切部件虽然可以对裁切边的环形部位进行裁切工作,但是裁切边如图3所示,具备一段直形结构,此时仅通过环切部件裁切,无法对这段直形部位进行裁切,所以设置了切条部件,配合环切部件进行裁切工作,将裁切边的直边部位裁切掉,从而使组装蜗壳的侧边更加美观,也有利于进行外部焊接工作,从外部提供焊接缝隙。
技术特征:
1.一种蜗壳生产用切割加工装置,包括支撑部件(1)、组装蜗壳(2)和加工部件(3),其特征在于:
2.根据权利要求1所述的一种蜗壳生产用切割加工装置,其特征在于:所述滑动侧臂(12)的数量为两个,且两侧滑动侧臂(12)的内腔均通过弹簧滑杆(13)滑动连接,所述滑动侧臂(12)远离固定侧板(11)的一端与外置转动机(61)的外表面固定连接,所述滑动侧臂(12)远离弹簧滑杆(13)的一端与固定侧板(11)的内腔滑动连接。
3.根据权利要求2所述的一种蜗壳生产用切割加工装置,其特征在于:所述圆锯端头(66)远离外置转动机(61)的一端与裁切边(23)的外表面相互挤压,所述贴面滑盘(68)的外表面与拼装侧板(22)的外表面滑动连接,所述控制马达(65)外表面的一侧与弹簧滑臂(64)的外表面固定连接,所述控制马达(65)外表面的另一侧与拼装侧板(22)的外表面相互挤压。
4.根据权利要求3所述的一种蜗壳生产用切割加工装置,其特征在于:所述卷绕钢壳(21)外表面的上下两侧均与调整夹臂(14)的外表面卡接,所述主连杆(31)外表面的中部通过盖板与卷绕钢壳(21)右侧的通口相互挤压,所述主连杆(31)的左端延伸至卷绕钢壳(21)的内部,所述主连杆(31)内腔的左侧通过填充块(32)与拼装侧板(22)的外表面相互挤压。
5.根据权利要求1所述的一种蜗壳生产用切割加工装置,其特征在于:所述内焊接部件(5)包括固定轴壳(51),所述固定轴壳(51)内腔的轴心处固定连接有双向马达(52),所述固定轴壳(51)外表面的前后两侧均转动连接有延展筒壳(53),所述延展筒壳(53)的外表面均匀设置有调节焊接臂(55),所述调节焊接臂(55)远离延展筒壳(53)的一端转动连接有焊接端头(56)。
6.根据权利要求5所述的一种蜗壳生产用切割加工装置,其特征在于:所述双向马达(52)输出轴的两端均与延展筒壳(53)的内腔固定连接,所述延展筒壳(53)远离双向马达(52)的一端固定连接有压缩连筒(54),所述压缩连筒(54)远离固定轴壳(51)的一端通过圆头转轴与滑动转套(63)内壁的轴心处转动连接,所述固定轴壳(51)的外表面与主连杆(31)左端的轴心处固定连接。
7.根据权利要求1所述的一种蜗壳生产用切割加工装置,其特征在于:所述切条部件(4)包括滑动外框(41),所述滑动外框(41)外表面的上下两侧对称设置有牵引外杆(42),所述滑动外框(41)外表面的两侧对称设置有主轴转壳(44),所述主轴转壳(44)的内壁转动连接有刻度转臂(45),所述刻度转臂(45)远离主轴转壳(44)的一端转动连接有变向转轴(46),所述变向转轴(46)远离刻度转臂(45)的一端转动连接有切条锯(47)。
8.根据权利要求7所述的一种蜗壳生产用切割加工装置,其特征在于:所述滑动外框(41)的内壁与主连杆(31)外表面的左侧滑动连接,所述滑动外框(41)的一端通过侧位弹簧带(43)与主连杆(31)的右端固定连接,所述切条锯(47)的外表面与裁切边(23)的外表面相互挤压。
9.一种蜗壳生产用切割加工工艺,其特征在于,包括步骤如下:
技术总结
本发明属于切割装置技术领域,具体的说是一种蜗壳生产用切割加工装置及工艺,包括支撑部件、组装蜗壳和加工部件,所述组装蜗壳包括卷绕钢壳,所述卷绕钢壳内壁的两侧对称设置有拼装侧板,所述卷绕钢壳外表面的两侧对称设置有裁切边,将卷绕钢壳通过压延机卷绕成蜗壳结构,然后将两侧的拼装侧板贴合卷绕钢壳的侧边设置。该装置可以对初步组装后的组装蜗壳进行裁切工作,切除卷绕钢壳侧边为了收纳拼装侧板而弯折的预留裁切边,由于圆锯端头在进行切割工作前,压力滑筒可以通过贴面滑盘被挤压移动的距离,判断圆锯端头与拼装侧板之间的距离,从而保证圆锯端头能够将裁切边贯穿裁断,而不会对拼装侧板造成明显损伤。
技术研发人员:陈建兴,张凤娟
受保护的技术使用者:无锡市康尔迪机械制造有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!