一种不锈钢管件装圈打标检测机的制作方法
本发明涉及不锈钢管件装圈,尤其涉及一种不锈钢管件装圈打标检测机。
背景技术:
1、管式输送是现在常见的一种输送方式,多用于气体或液体的输送,在现代社会中被广泛应用,管式输送的输送管路一般由多根输送管连接组合而成,并非一体成型,而被输送的气体或液体具有易漏性,为了避免输送物质的泄漏和特定环境下输送管路的安全性,在输送管的连接处一般设有密封结构,以保证输送管路的正常使用,输送管路的安装必要地用到一些连接管件,为了提高实际安装效率,一些连接管件在生产过程中就包含了密封圈的安装工序,为了能实现良好的密封效果,需要在连接管件的内凹环中嵌入内密封圈。
2、经检索,公开号为cn114952281a的中国专利:一种不锈钢管件装圈打标检测机,包括管件平移输送线、管件自动装圈装置、管件密封圈检测装置;所述管件平移输送线包括平移传送带、驱动电机和管件夹具,所述管件夹具间隔设置在所述平移传送带上并与之随动,平移传送带由所述驱动电机驱动,所述管件平移输送线上设置有装配工位和检测工位;管件自动装圈装置设置在所述装配工位上;管件密封圈检测装置设置在所述检测工位上,上述技术方案实现不锈钢管件、密封圈自动上料,利用中间转台实现不同工位管件定位、密封圈装配、打标、检测,实现不锈钢管件打标、内密封圈装配全自动化作业,结构设计科学合理,系统运行稳定性高,插装质量高,能有效提高弯管内密封圈的安装效率和安装质量,但是,上述技术方案在实际使用时,仍存在以下不足:
3、上述技术方案在向管口内安装密封圈时,首先利用杆体压弯密封圈,使密封圈的一端向内凹陷,并发生形变,然后把变形的密封圈置入不锈钢管的管口位置,最后解除杆体对于密封圈的限制,使密封圈在自身弹力的作用下回复原状,直至密封圈卡入不锈钢管的管口内,在实际装配时,为了保证不锈钢管与密封圈之间的契合度,不锈钢管的管口内通常会开设与密封圈相适配的密封槽,密封圈卡入密封槽内时,能够提高管口位置的密封效果,当变形的密封圈置入密封槽内时,由于密封圈的外表面与密封槽的槽壁之间紧密贴合,二者之间具有较大的摩擦力,在摩擦力的作用下,密封圈可能难以复原,加上密封圈自身的弹力有限,这会出现密封圈装配不到位的情况,需返工进行二次加工,从而限制了装置的工作效率。
技术实现思路
1、本发明的目的是为了解决现有技术中密封圈装配不到位的问题,而提出的一种不锈钢管件装圈打标检测机。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种不锈钢管件装圈打标检测机,包括机箱,所述机箱的一侧设置有密封圈自动上料装置,所述机箱的内部安装有管夹具,所述机箱的内部还安装有换向电机,所述换向电机的输出轴与管夹具固定连接,所述机箱的内部设置有三轴机械臂,两个所述三轴机械臂上均固定有安装板,两个所述安装板上均设置有密封圈装配机构;
4、所述密封圈装配机构包括压缩机构与扩张机构,所述压缩机构与扩张机构呈前后设置,所述压缩机构与扩张机构均包括移动组件与驱动组件,所述移动组件与驱动组件配合使用,对密封圈进行压缩与扩张;
5、所述压缩机构的移动组件上开设有避让口;
6、所述扩张机构的移动组件上装配有若干转动筒;
7、两个所述安装板上均设置有调节组件。
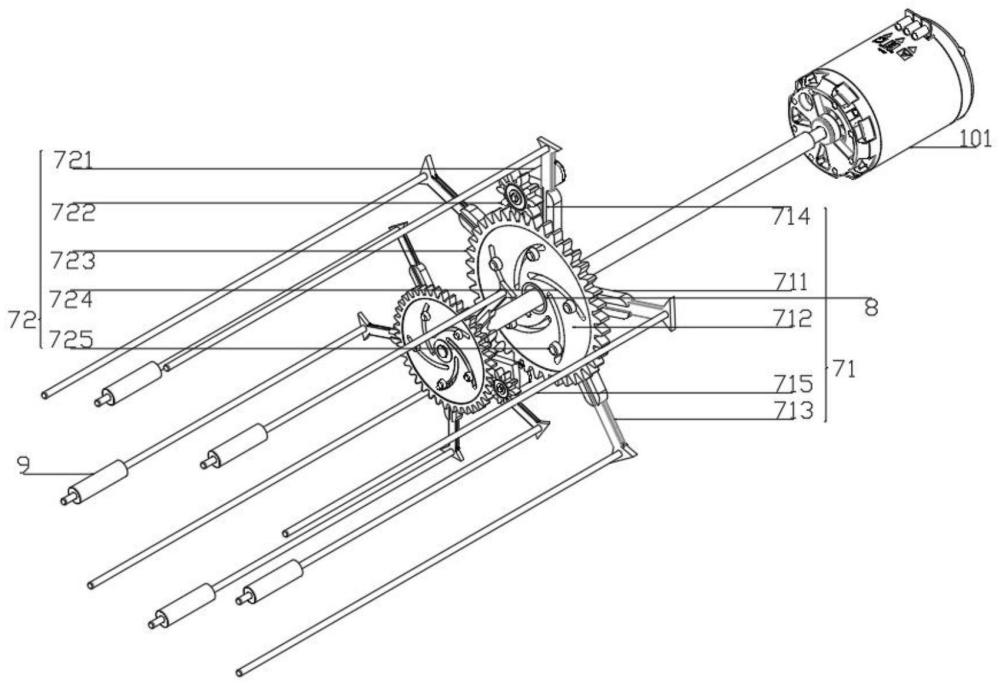
8、优选地,所述移动组件包括:
9、安装支架,所述安装支架置于三轴机械臂的一侧;
10、转动盘,所述转动盘转动装配在安装支架的侧面;
11、若干滑动板,若干所述滑动板均滑动装配在安装支架上;
12、若干滑槽,若干所述滑槽均开设在安装支架上,若干所述滑动板分别滑动装配在若干滑槽内,若干所述滑动板的一端分别延伸至若干滑槽的外部;
13、若干安装杆,若干所述安装杆分别固定在若干滑动板位于对应滑槽外部的一端。
14、优选地,所述驱动组件包括:
15、伺服马达,所述伺服马达安装在安装支架上;
16、齿轮,所述齿轮固定套设在伺服马达的输出轴上;
17、齿圈,所述齿圈固定套设在转动盘上,且齿圈与齿轮之间相互啮合;
18、若干滑道,若干所述滑道均开设在转动盘上;
19、若干滑杆,若干所述滑杆分别固定在若干滑动板的侧面,且若干滑杆分别滑动连接在若干滑道内。
20、优选地,所述调节组件包括:
21、调节电机,所述调节电机安装在安装板的侧面,所述调节电机的输出轴轴接有延长杆,所述延长杆穿过压缩机构上的避让口,并与扩张机构中的安装支架固定连接;
22、伺服气缸,所述伺服气缸安装在安装板的侧面,所述伺服气缸的伸缩端与压缩机构中的安装支架固定连接。
23、优选地,若干所述安装杆均呈细长的杆状结构,位于同一个所述安装支架上的若干安装杆呈周向等距分布。
24、优选地,所述滑动板的外表面与滑槽的槽壁之间相互贴合。
25、优选地,两个所述安装支架上的若干安装杆的端头位置位于同一竖直面上。
26、优选地,所述避让口与延长杆的外表面之间互不接触。
27、优选地,所述齿轮与齿圈之间的传动比小于1。
28、优选地,所述三轴机械臂的数量为一个或者两个。
29、本发明与现有技术相比具有以下优点:
30、1、扩张机构的应用:当密封圈出现被卡住而无法复原的情况时,扩张机构上的若干安装杆能够通过若干转动筒向密封圈的内面均匀施加力,实现对密封圈的扩张,这有助于解决密封圈可能遭遇的卡阻问题,确保其能够顺利地与不锈钢管壁相互贴合;
31、2、转动筒的辊压处理:通过调节电机和延长杆的运转,转动筒对密封圈的内面进行辊压处理,这有助于确保密封圈与不锈钢管的管壁之间充分贴合,提高密封效果,转动筒的相对转动与安装杆的自转设计有助于减小与密封圈之间的摩擦力,避免不必要的摩擦损耗;
32、3、全面覆盖的辊压效果:转动筒的长度大于密封圈的宽度,确保了转动筒在转动的过程中能够全面覆盖密封圈,这有助于保证对密封圈的辊压处理能够覆盖整个密封圈表面,提高密封效果。
技术特征:
1.一种不锈钢管件装圈打标检测机,包括机箱(1),所述机箱(1)的一侧设置有密封圈自动上料装置(2),所述机箱(1)的内部安装有管夹具(3),所述机箱(1)的内部还安装有换向电机(4),所述换向电机(4)的输出轴与管夹具(3)固定连接,其特征在于,所述机箱(1)的内部设置有三轴机械臂(5),两个所述三轴机械臂(5)上均固定有安装板(6),两个所述安装板(6)上均设置有密封圈装配机构;
2.根据权利要求1所述的一种不锈钢管件装圈打标检测机,其特征在于,所述移动组件(71)包括:
3.根据权利要求2所述的一种不锈钢管件装圈打标检测机,其特征在于,所述驱动组件(72)包括:
4.根据权利要求3所述的一种不锈钢管件装圈打标检测机,其特征在于,所述调节组件(10)包括:
5.根据权利要求2所述的一种不锈钢管件装圈打标检测机,其特征在于,若干所述安装杆(715)均呈细长的杆状结构,位于同一个所述安装支架(711)上的若干安装杆(715)呈周向等距分布。
6.根据权利要求2所述的一种不锈钢管件装圈打标检测机,其特征在于,所述滑动板(713)的外表面与滑槽(714)的槽壁之间相互贴合。
7.根据权利要求2所述的一种不锈钢管件装圈打标检测机,其特征在于,两个所述安装支架(711)上的若干安装杆(715)的端头位置位于同一竖直面上。
8.根据权利要求4所述的一种不锈钢管件装圈打标检测机,其特征在于,所述避让口(8)与延长杆的外表面之间互不接触。
9.根据权利要求3所述的一种不锈钢管件装圈打标检测机,其特征在于,所述齿轮(722)与齿圈(723)之间的传动比小于1。
10.根据权利要求1所述的一种不锈钢管件装圈打标检测机,其特征在于,所述三轴机械臂(5)的数量为一个或者两个。
技术总结
本发明公开了一种不锈钢管件装圈打标检测机,涉及不锈钢管件装圈技术领域,包括机箱,所述机箱的一侧设置有密封圈自动上料装置,所述机箱的内部安装有管夹具,所述机箱的内部还安装有换向电机,所述换向电机的输出轴与管夹具固定连接,所述机箱的内部设置有三轴机械臂,两个所述三轴机械臂上均固定有安装板,两个所述安装板上均设置有密封圈装配机构。本发明在使用时,当密封圈出现被卡住而无法复原的情况时,扩张机构上的若干安装杆能够通过若干转动筒向密封圈的内面均匀施加力,实现对密封圈的扩张,这有助于解决密封圈可能遭遇的卡阻问题,确保其能够顺利地与不锈钢管壁相互贴合。
技术研发人员:王理光,高明亚
受保护的技术使用者:山东顺隆钢铁有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!