一种锯片修磨砂轮及其制造方法
本发明涉及锯片修磨设备,尤其涉及一种锯片修磨砂轮及其制造方法。
背景技术:
1、随着特大半导体产业快速发展,锯片在切、削工业场景中应用极为广泛,为制备材料、加工产品提供便利。然而,锯片使用一段时间后,容易发生变形、毛刺、区域破碎等情况,寿命急剧降低,增加了生产成本,继续使用有瑕疵的锯片也容易导致产品合格率降低,影响后续的加工生产。
2、工业上常以手工修磨或采用锯片磨齿机、角磨机等机械设备对锯片进行修磨。一般认为,只要锯片磨损程度不是太高,在可供修磨的范围内,经过修磨,其切削性能基本可以得到恢复。但是,手工修磨对工人技术要求和操作水平高,且速度慢,大批量加工难度大。锯片磨齿机等机械设备单一性较强,对不同种基体类型、不同尺寸的锯片普适性较差。
技术实现思路
1、有鉴于此,本发明的实施例提供了一种锯片修磨砂轮及其制造方法。
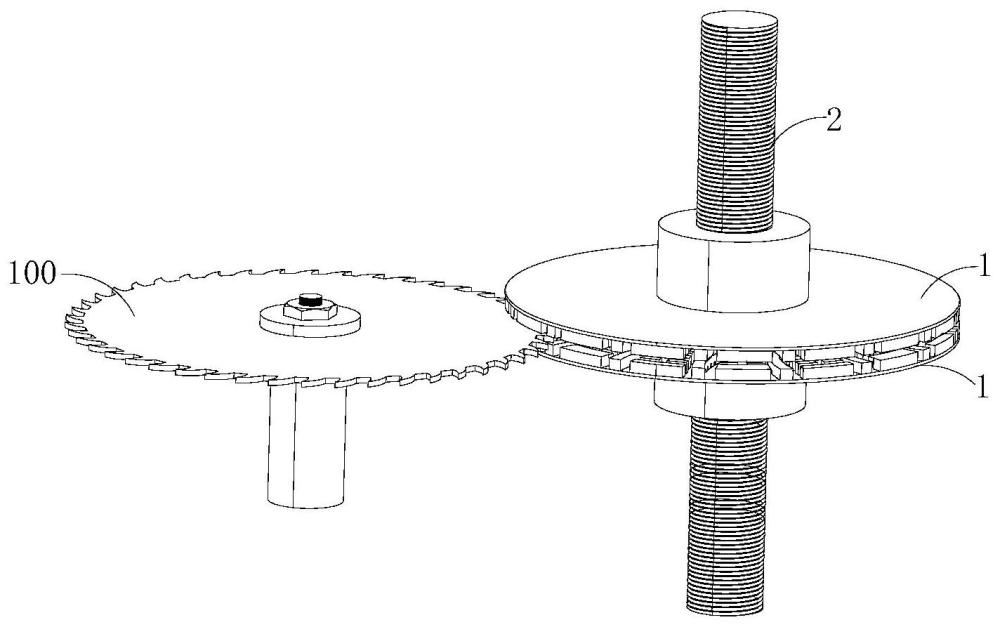
2、本发明的实施例提供一种锯片修磨砂轮,包括:
3、上下相对设置的两修磨盘,每一所述修磨盘包括修磨盘基体,所述修磨盘基体设有螺纹接口,至少一个所述修磨盘的修磨盘基体内侧面设有修磨齿,所述修磨齿包括多个径向修磨单元和多个环形修磨单元,各所述径向修磨单元沿着所述修磨盘的边缘间隔设置,所述径向修磨单元为弧形磨块,每一所述环形修磨单元设置于相邻两所述径向修磨单元之间,所述环形修磨单元包括沿着所述修磨盘径向间隔设置的多排扇环磨块;
4、以及螺纹传动杆,其穿过两所述修磨盘的螺纹接口且与两所述修磨盘紧固连接。
5、进一步地,两所述修磨盘的内侧面均设有所述修磨齿。
6、进一步地,两所述修磨盘的修磨齿上下对称设置。
7、进一步地,两所述修磨盘的修磨齿的形状不同。
8、进一步地,有且仅有一所述修磨盘的内侧面设有所述修磨齿。
9、进一步地,部分所述扇环磨块为一体式扇环块,其他所述扇环磨块为分体式扇环块,所述分体式扇环块包括位于同一圆周上的多个子扇环磨块。
10、进一步地,每一所述环形修磨单元中各所述扇环磨块的宽度相同,由所述修磨盘边缘至中部所述扇环磨块最大半径对应的弧长逐渐缩小。
11、此外,本发明的实施例还提供了一种锯片修磨砂轮的制造方法,用于制造上述锯片修磨砂轮,包括以下步骤:
12、s1、通过建模软件构建所述锯片修磨砂轮的两修磨盘的三维模型,对所述三维模型进行切片分层处理,并将处理后的三维模型数据导入激光选区熔化成形设备的控制系统中;
13、s2、将修磨盘基体粉末送入所述激光选区熔化成形设备中,采用激光选区熔化技术逐层成形直至两所述修磨盘基体加工完成;
14、s3、在所述激光选区熔化成形设备内装入修磨齿粉末,所述激光选区熔化成形设备的成形腔的基板下降一个粉末床高度,使用所述成形腔的刮板铺设修磨齿粉末形成待加工粉床,待所述成形腔内的氧含量降低至预设值以下,激光选择性扫描待加工粉床部分区域,形成所述修磨齿的一层,随后所述成形腔的基板继续下降一个粉末床高度,待铺设修磨齿粉末后继续扫描成形所述修磨齿的下一层,如此循环直至所述修磨齿的最后一层成形完毕;
15、s4、将成形后的两所述修磨盘由所述成形腔的基板上切割取下。
16、进一步地,所述修磨盘基体粉末为钴基、铜基、铁基商用增材制造合金粉末的任意一种,形状为球形,球形度≥95%,粒度为15-53um。
17、进一步地,所述修磨齿粉末为复合材料、合金材料和陶瓷材料中的任意一种或两种的组合。
18、本发明的实施例提供的技术方案带来的有益效果是:
19、1、本发明的一种锯片修磨砂轮,两修磨盘之间的距离可以根据需要修磨的锯片厚度调整,修磨盘可根据锯片形状、修磨要求任意改变大小以及修磨齿的形貌、排布,该锯片修磨砂轮适用于各种型号、厚度的锯片,普适性高。
20、2、本发明的一种锯片修磨砂轮的制造方法,采用激光选区熔化技术完成两修磨盘的成形,将三维制造降为二维制造,可实现材料-结构一体化成形,减少了传统砂轮制造的工艺环节,加工流程智能化、简易化,成形效率高,加工过程中,自由度高,制造的锯片修磨砂轮可根据待修磨锯片的实际需求。
技术特征:
1.一种锯片修磨砂轮,其特征在于,包括:
2.如权利要求1所述的一种锯片修磨砂轮,其特征在于:两所述修磨盘的内侧面均设有所述修磨齿。
3.如权利要求2所述的一种锯片修磨砂轮,其特征在于:两所述修磨盘的修磨齿上下对称设置。
4.如权利要求2所述的一种锯片修磨砂轮,其特征在于:两所述修磨盘的修磨齿的形状不同。
5.如权利要求2所述的一种锯片修磨砂轮,其特征在于:有且仅有一所述修磨盘的内侧面设有所述修磨齿。
6.如权利要求1所述的一种锯片修磨砂轮,其特征在于:部分所述扇环磨块为一体式扇环块,其他所述扇环磨块为分体式扇环块,所述分体式扇环块包括位于同一圆周上的多个子扇环磨块。
7.如权利要求1所述的一种锯片修磨砂轮,其特征在于:每一所述环形修磨单元中各所述扇环磨块的宽度相同,由所述修磨盘边缘至中部所述扇环磨块最大半径对应的弧长逐渐缩小。
8.一种锯片修磨砂轮的制造方法,其特征在于:用于制造如权利要求1-7任意一项所述锯片修磨砂轮,包括以下步骤:
9.如权利要求8所述的一种锯片修磨砂轮的制造方法,其特征在于:所述修磨盘基体粉末为钴基、铜基、铁基商用增材制造合金粉末的任意一种,形状为球形,球形度≥95%,粒度为15-53um。
10.如权利要求8所述的一种锯片修磨砂轮的制造方法,其特征在于:所述修磨齿粉末为复合材料、合金材料和陶瓷材料中的任意一种或两种的组合。
技术总结
本发明提供一种锯片修磨砂轮及其制造方法,该锯片修磨砂轮包括上下相对设置的两修磨盘,每一修磨盘包括修磨盘基体,修磨盘基体设有螺纹接口,至少一个修磨盘的修磨盘基体内侧面设有修磨齿,修磨齿包括多个径向修磨单元和多个环形修磨单元,各径向修磨单元沿着修磨盘的边缘间隔设置,径向修磨单元为弧形磨块,每一环形修磨单元设置于相邻两径向修磨单元之间,环形修磨单元包括沿着修磨盘径向间隔设置的多排扇环磨块;以及螺纹传动杆,其穿过两修磨盘的螺纹接口且与两修磨盘紧固连接。本发明的有益效果:两修磨盘之间的距离可以根据需要修磨的锯片厚度调整,修磨盘可根据锯片形状、修磨要求任意改变大小以及修磨齿的形貌、排布,普适性高。
技术研发人员:陶亚坤,王志明,周燕,段隆臣,文世峰,史玉升,康积锋
受保护的技术使用者:中国地质大学(武汉)
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!