一种钛合金焊接变形的激光矫正方法与流程
本发明属于焊接,具体涉及一种钛合金焊接变形的激光矫正方法。
背景技术:
1、钛合金材料由于具有密度小、重量轻、强度高、可焊接性好等特性,同时具有抗腐蚀能力强的优势,被广泛用于造船、航空航天、机车、锅炉压力容器等各制造行业。在工程实践中,钛合金焊接收缩量大,直接导致焊接变形大,严重的影响到后续相关零件的焊接质量,因此必须对钛合金构件进行焊后矫正处理。现行常规的矫正方法主要采用机械矫正,但机械矫正局限性相对较大,在大型结构件的焊后矫正操作困难,甚至无法矫正。同时由于钛合金材料具有在300℃时吸收氢气,400℃时吸收氧气,600℃时吸受氮气等特性,随着气体的吸入将会带来严重的裂纹倾向,因此采用火焰矫正亦十分困难。
2、随着近些年来激光技术的迅猛发展,大功率激光器技术越来越成熟,应用范围越来越广,包括激光焊接、激光清理、激光扫描、激光武器等领域。由于激光热量集中,加热速度快,加热区极易采用氩气等惰性气体保护,为此激光加热矫正是一种非常理想的钛合金矫正方法。
3、因此本激光矫正工艺方法能有效的实现对钛合金此类特殊金属材料的焊接后变形矫正,适应于各种结构类型和尺寸的钛合金构件,大幅提升矫形速度,规避钛合金材料本身因温度过高带来的各种焊接缺陷,提升钛合金整体焊接质量和效率。
技术实现思路
1、为解决上述问题,本发明提供一种钛合金焊接变形的激光矫正方法,旨在达到提高钛合金焊接变形矫正质量、矫正效率以及减少矫正成本的目的,其所采用的技术方案是:
2、一种钛合金焊接变形的激光矫正方法,将钛合金焊接结构件进行翻转,水平状态放置,结构件距离地面700mm,并标注出变形位置;采用具有能输出三角形和圆形的1500w激光机,连接激光枪与保护嘴并进行紧固,保护嘴连接氩气瓶,将氩气流量调制15-20l/min;对钛合金焊接结构变形进行测量,先矫正弯曲变形,再矫正局部凹凸变形,第三矫正角变形,最后矫正波浪变形的顺序设置矫正工艺。
3、矫正弯曲变形采用的方法:根据测量的弯曲度,在凸面矫形,采用三角形加热法和沿凸面边缘直线加热法,三角形加热法采用由中间向边缘依次进行加热,加热时将激光光束调整成三角形,将保护嘴紧贴到钛板上,同时钛合金板背面加热区颜色达到微黄,加热速度在200-500mm/min,并采用往返运弧加热法,在三角形加热过程中,对钛合金板进行加压,使其加速收缩;之后对凸面端部进行加热,加热时将保护嘴开口插入钛板端部进行加热和保护钛板不被氧化,通过联合矫形直到矫平为止。
4、局部凹凸变形矫形方法:首先在凸面中心施加一定外力,将原凸面加压到反凹2-5mm,在加压的反面,沿凹面四周进行加热,加热时将激光光束调整成三角形,将保护嘴紧贴到钛板上,同时钛板背面加热区颜色达到微黄,加热速度在200-500mm/min,并采用往返直线运弧加热法,四周加热结束后,待温度降至常温后撤掉加压装置即可。
5、角变形采用的方法:首先在焊缝的背面,测出最高点以及焊道的位置并做好标记,在变形部位施加顶力,采用直线往返加热法,由中间向两侧进行加热矫形,加热时将激光光束调整成三角形,将保护嘴紧贴到钛板上,同时钛板背面达到加热区颜色达到微黄即可,加热速度在200-500mm/min,并采用往返加热法,矫形时从变形最高处向两侧并排进行加热矫正,直到矫平,待加热区温度降至常温后撤掉加压装置。
6、波浪变形采用的方法:先将变形处采用加压装置,在高点处加压固定,加热时将激光光束调整成三角形,将保护嘴紧贴到钛板上,同时钛板背面达到加热区钛板微变黄即可,加热速度在200-500mm/min,并采用往返加热法,从一端向另一端交叉进行,从正反面变形最高点向两侧加热矫正,矫形时从变形最高处向两侧进行加热矫正,直到矫平,待加热区温度降至常温后撤掉加压装置。
7、上述一种钛合金焊接变形的激光矫正方法,更近一步地,局部凹凸变形矫正过程中,对无法采用加压的凹凸变形部位,将激光光束调整到圆形,采用点状加热矫形法进行,加热时先从凸面中心以圆形向四周扩散,加热时将激光光束调整成圆形,将保护嘴紧贴到钛板上,加热时激光快速旋转,旋转直径在10mm,同时钛板背面加热区颜色达到微黄。
8、上述一种钛合金焊接变形的激光矫正方法,更近一步地,激光机根据钛合金结构板厚将激光功率调至700w-1200w之间,将激光枪发出的激光束宽度最窄处调至大于5mm。
9、上述一种钛合金焊接变形的激光矫正方法,更近一步地,三角形加热法直接热影响区不超过板宽的二分之一。
10、上述一种钛合金焊接变形的激光矫正方法,更近一步地,弯曲变形、局部凹凸变形、角变形及波浪变形的矫正过程中,加热板面时不能破坏板面。
11、上述一种钛合金焊接变形的激光矫正方法,更近一步地,弯曲变形、局部凹凸变形、角变形及波浪变形的矫正过程中,加热区始终受氩气保护,矫形后钛板保持银白色为宜。
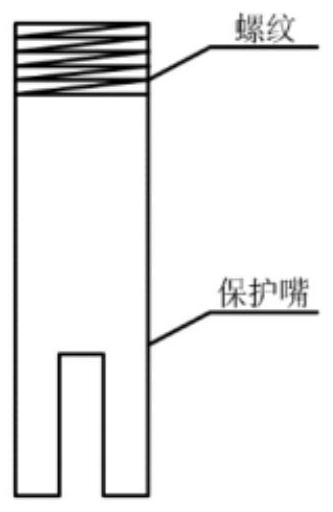
12、上述一种钛合金焊接变形的激光矫正方法,更近一步地,保护嘴的一端有与激光枪相匹配的螺纹,保护嘴的另一端开有6-8mm的开孔,开孔深度5-10mm,保护嘴的长度为250mm。
13、上述一种钛合金焊接变形的激光矫正方法,更近一步地,保护嘴采用壁厚1mm的紫铜管,保护嘴直径为20mm。
14、通过使用本工艺可有效提高钛合金结构的矫正效果和质量,同时适用于大型钛合金结构件。通过采用激光矫正工艺,可实现矫正全程的惰性气体覆盖,基本杜绝了采用火焰矫正中经常出现的钛合金焊缝裂纹问题,能够有效保障钛合金的焊接质量。
技术特征:
1.一种钛合金焊接变形的激光矫正方法,其特征在于,将钛合金焊接结构件进行翻转,水平状态放置,结构件距离地面700mm,并标注出变形位置;采用具有能输出三角形和圆形的1500w激光机,连接激光枪与保护嘴并进行紧固,连接氩气瓶,将氩气流量调制15-20l/min;对钛合金焊接结构变形进行测量,先矫正弯曲变形,再矫正局部凹凸变形,第三矫正角变形,最后矫正波浪变形的顺序设置矫正工艺;
2.根据权利要求1所述的一种钛合金焊接变形的激光矫正方法,其特征在于,局部凹凸变形矫正过程中,对无法采用加压的凹凸变形部位,将激光光束调整到圆形,采用点状加热矫形法进行,加热时先从凸面中心以圆形向四周扩散,加热时将激光光束调整成圆形,将保护嘴紧贴到钛板上,加热时激光快速旋转,旋转直径在10mm,同时钛板背面加热区颜色达到微黄。
3.根据权利要求1所述的一种钛合金焊接变形的激光矫正方法,其特征在于,激光机根据钛合金结构板厚将激光功率调至700w-1200w之间,将激光枪发出的激光束宽度最窄处调至大于5mm。
4.根据权利要求1所述的一种钛合金焊接变形的激光矫正方法,其特征在于,三角形加热法直接热影响区不超过板宽的二分之一。
5.根据权利要求1所述的一种钛合金焊接变形的激光矫正方法,其特征在于,弯曲变形、局部凹凸变形、角变形及波浪变形的矫正过程中,加热板面时不能破坏板面。
6.根据权利要求1所述的一种钛合金焊接变形的激光矫正方法,其特征在于,弯曲变形、局部凹凸变形、角变形及波浪变形的矫正过程中,加热区始终受氩气保护,矫形后钛板保持银白色为宜。
7.根据权利要求1所述的一种钛合金焊接变形的激光矫正方法,其特征在于,保护嘴的一端有与激光枪相匹配的螺纹,保护嘴的另一端开有6-8mm的开孔,开孔深度5-10mm,保护嘴的长度为250mm。
8.根据权利要求1所述的一种钛合金焊接变形的激光矫正方法,其特征在于,保护嘴采用壁厚1mm的紫铜管,保护嘴直径为20mm。
技术总结
一种钛合金焊接变形的激光矫正方法,将钛合金焊接结构件进行翻转,水平状态放置,结构件距离地面700mm,并标注出变形位置;采用具有能输出三角形和圆形的1500W激光机,连接激光枪与保护嘴并进行紧固,连接氩气瓶,将氩气流量调制15‑20L/min;对钛合金焊接结构变形进行测量,先矫正弯曲变形,再矫正局部凹凸变形,第三矫正角变形,最后矫正波浪变形的顺序设置矫正工艺。通过使用本工艺可有效提高钛合金结构的矫正效果和质量,同时适用于大型钛合金结构件。通过采用激光矫正工艺,可实现矫正全程的惰性气体覆盖,基本杜绝了采用火焰矫正中经常出现的钛合金焊缝裂纹问题,能够有效保障钛合金的焊接质量。
技术研发人员:朱先波,李刚,李国勇,王丽娟,周守悦,温骞,孙悦,方辉,田利辉,王彭,丛忠
受保护的技术使用者:大连船舶重工集团有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!