一种厚度控制设备及其控制方法与流程
本发明涉及厚度测量,具体为一种厚度控制设备及其控制方法。
背景技术:
1、金属材料在加工过程中常常出现过厚和过薄的问题,造成成品质量缺陷进而导致了成品率不高的问题。因此需要测量成品的厚度以控制成品的质量,现有的技术方案,普遍采取的方式为人工在线测厚,并且若出现过厚和过薄的问题,需要停机调整或者人工输入对应调整量进行在线调整,难以满足自动化连续生产的需要;另外,由于人工测量精度差以及实现不了实时性,容易造成较大的误差,容易影响产品的加工质量。
技术实现思路
1、基于此,有必要提供一种厚度控制设备,解决上述至少一个问题。
2、本申请提供了一种厚度控制设备,其用于测量和联动控制材料加工设备调整工件的厚度,其特征在于,包括:
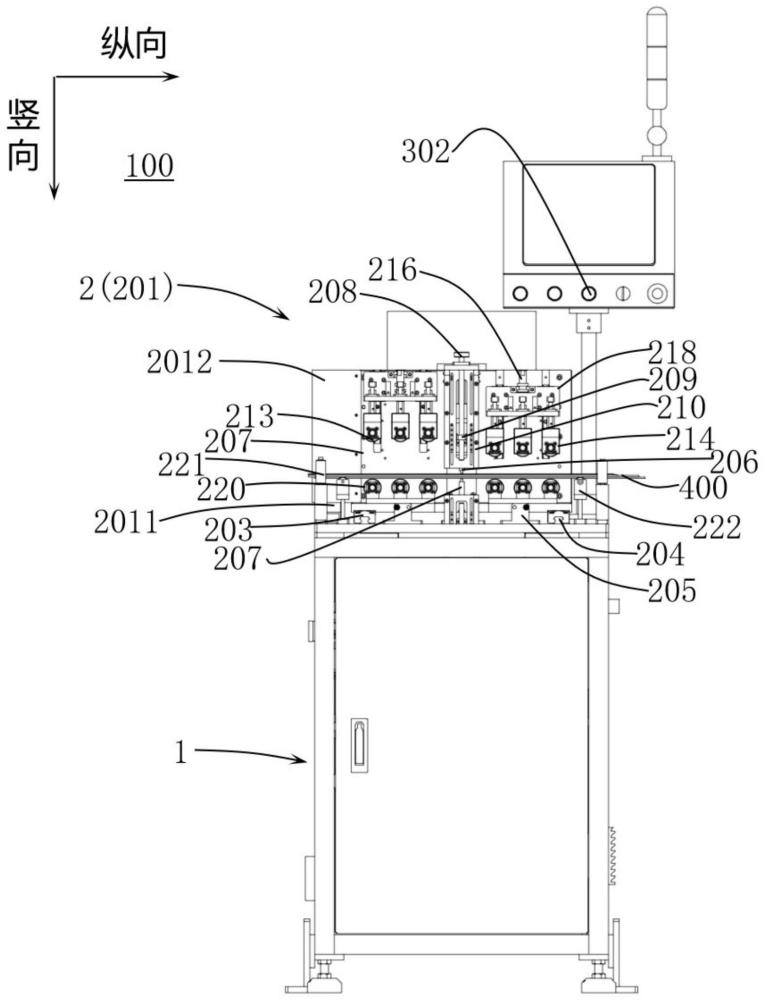
3、测量部件,所述测量部件包括测量台、测量台进给机构、测量头、夹紧机构和夹紧驱动机构,所述测量头安装于所述测量台,所述测量台包括目标测量位置,所述目标测量位置靠近所述工件,所述测量台进给机构可选择地驱动所述测量台进给至所述目标测量位置,所述夹紧驱动机构可选择地驱动所述夹紧机构夹紧所述工件,所述测量部件工作时,所述测量台进给机构驱动所述测量台进给至所述目标测量位置,所述夹紧驱动机构驱动所述夹紧机构夹紧所述工件;
4、控制器,所述控制器分别电连接所述测量台进给机构和所述夹紧驱动机构。
5、进一步地,所述测量台进给机构包括测量台进给驱动结构和测量台进给载体,所述测量台安装于所述测量台进给载体,所述测量台进给驱动结构连接所述测量台进给载体,所述测量台进给驱动结构驱动所述测量台进给载体进给至所述目标测量位置以带动所述测量台进给至所述目标测量位置。
6、进一步地,所述测量台进给机构还包括测量台进给导向结构,所述测量台进给导向结构连接于所述测量台进给载体的一侧以对所述测量台进给至所述目标测量位置导向。
7、进一步地,所述测量台进给机构还包括测量台进给限位结构,所述测量台进给限位结构设置于所述导向结构的一侧以避免所述测量台进给载体进给至和所述导向结构脱离连接。
8、进一步地,所述测量台进给驱动结构包括第一气缸,所述测量台进给载体包括第一滑块,所述测量台进给导向结构包括第一滑轨,测量台进给限位结构包括限位块,所述测量台包括载板和气缸连接块,所述第一气缸连接所述气缸连接块以驱动所述气缸连接块朝所述目标测量位置移动,所述气缸连接块固定于所述载板上,所述载板固定于所述第一滑块上,所述第一滑轨沿所述测量台进给至所述目标测量位置的方向布置,所述第一滑轨和所述第一滑块滑动连接以对所述第一滑块导向从而对所述测量台进给至所述目标测量位置导向,所述限位块设置于所述第一滑轨的一侧以避免所述第一滑块进给至和所述第一滑轨脱离连接。
9、进一步地,所述夹紧机构包括压辊和支撑辊,所述支撑辊抵接所述工件的一侧并固定于所述测量台上,所述压辊位于所述工件的背离所述支撑辊的一侧并朝向和背离所述工件可活动地连接于所述测量台上,所述压辊可选择地抵接所述工件,所述夹紧机构工作时,所述压辊抵接所述工件以夹紧所述工件。
10、进一步地,所述夹紧驱动机构包括第二气缸和压辊进给载体,所述压辊安装于所述压辊进给载体,所述压辊进给载体朝向和背离所述工件可活动地连接于所述测量台上,所述第二气缸连接所述压辊进给载体以驱动所述压辊进给载体及所述压辊朝向或背离所述工件进给。
11、进一步地,所述夹紧驱动机构还包括压辊进给导向结构,所述压辊进给导向结构连接于所述压辊进给载体的一侧以对所述压辊进给载体及所述压辊朝向或背离所述工件的进给导向。
12、进一步地,所诉测量部件还包括测量头位置调节机构,所述测量头位置调节机构包括测量头进给驱动结构和测量头进给载体,所述测量头安装于所述测量头进给载体上,所述测量头进给载体朝向和背离所述工件可活动地连接于所述测量台,所述测量头进给驱动结构连接所述测量头进给载体以驱动所述测量头朝向或背离所述工件进给。
13、上述厚度控制设备,由于测量台、测量台进给机构、测量头、夹紧机构、夹紧驱动机构以及控制器和轧机,因而测厚时无需采用人工进行厚度测量移位和夹紧,并且能够在线联动控制材料加工设备调整加工厚度,因此能够满足厚度测量移位和夹紧自动化及在线联动控制材料加工设备调整加工厚度的需求,无需停机而能够连续自动化生产,缩短了生产时间,提高了生产效率,并且自动化调节的精度高,能够避免造成加工误差和成品率下降。
14、第二方面,本申请还提供了一种厚度控制设备的控制方法,其用于测量和联动控制材料加工设备调整工件的厚度,其特征在于,所述方法包括:
15、控制器读取目标测量位置和目标厚度;
16、控制器控制测量台进给机构工作使测量台进给至目标测量位置;
17、控制器控制夹紧驱动机构工作夹紧所述工件;
18、控制器控制测量头测量所述工件的实测厚度;
19、控制器比较所述实测厚度和目标厚度;
20、若实测厚度大于目标厚度,则控制器控制增大所述轧机的压下量;
21、若实测厚度小于目标厚度,则控制器控制减小所述轧机的压下量。
22、上述厚度控制设备的控制方法,由于使用了彼此之间相互联动配合的测量台、测量台进给机构、测量头、夹紧机构、夹紧驱动机构以及控制器和轧机,因而测厚时无需人工操作,并且能够在线联动控制材料加工设备调整加工厚度。因此,能够满足厚度自动测量及在线联动控制材料加工设备调整加工厚度的需求,无需停机而能够连续自动化生产,缩短了生产时间,提高了生产效率,并且自动化调节的精度高,能够避免造成加工误差和成品率下降。
技术特征:
1.一种厚度控制设备,其用于测量和联动控制材料加工设备调整工件(4)的厚度,其特征在于,
2.根据权利要求1所述的厚度控制设备,其特征在于:
3.根据权利要求2所述的厚度控制设备,其特征在于:
4.根据权利要求3所述的厚度控制设备,其特征在于:
5.根据权利要求4所述的厚度控制设备,其特征在于:
6.根据权利要求1所述的厚度控制设备,其特征在于:
7.根据权利要求6所述的厚度控制设备,其特征在于:
8.根据权利要求7所述的厚度控制设备,其特征在于:
9.根据权利要求1所述的厚度控制设备,其特征在于:
10.一种基于权利要求1-9任一项所述的厚度控制设备的控制方法,其用于测量和联动控制材料加工设备调整工件(4)的厚度,其特征在于,
技术总结
本申请提供一种厚度控制设备及其控制方法,厚度控制设备包括测量部件以及控制器,所述测量部件包括测量台、测量台进给机构、测量头、夹紧机构和夹紧驱动机构,由于使用了彼此之间相互联动配合的测量台、测量台进给机构、测量头、夹紧机构、夹紧驱动机构以及控制器和轧机,因而测厚时无需人工操作,并且能够在线联动控制材料加工设备调整加工厚度。因此,能够满足厚度自动测量及在线联动控制材料加工设备调整加工厚度的需求,无需停机而能够连续自动化生产,缩短了生产时间,提高了生产效率,并且自动化调节的精度高,能够避免造成加工误差和成品率下降。
技术研发人员:郑玉坤,龚晓叁,阙忠泳,兰昌飞
受保护的技术使用者:广州众山精密科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!