一种切削高温合金GH4169的楔形微槽车刀
本发明涉及机械加工刀具,特别涉及一种切削高温合金gh4169的楔形微槽车刀。
背景技术:
1、高温合金gh4169是一种广泛应用于航空航天等领域的材料,因其难加工的特性,有众多学者对其在切削加工方面的优化进行研究。在切削加工中,如何优化刀具性能是一个关键技术问题,而影响刀具切削性能的重要因素是刀具的几何结构。在已有相关研究中,大多学者通过设计刀具结构以降低刀-屑接触面摩擦、后刀面与已加工面间的摩擦,同时快速断屑来达到优化的效果。但在刀具耐用度上,效果不理想。
技术实现思路
1、本发明的目的在于,提供一种切削高温合金gh4169的楔形微槽车刀。本发明能够降低切削温度,从而提高刀具耐用度。
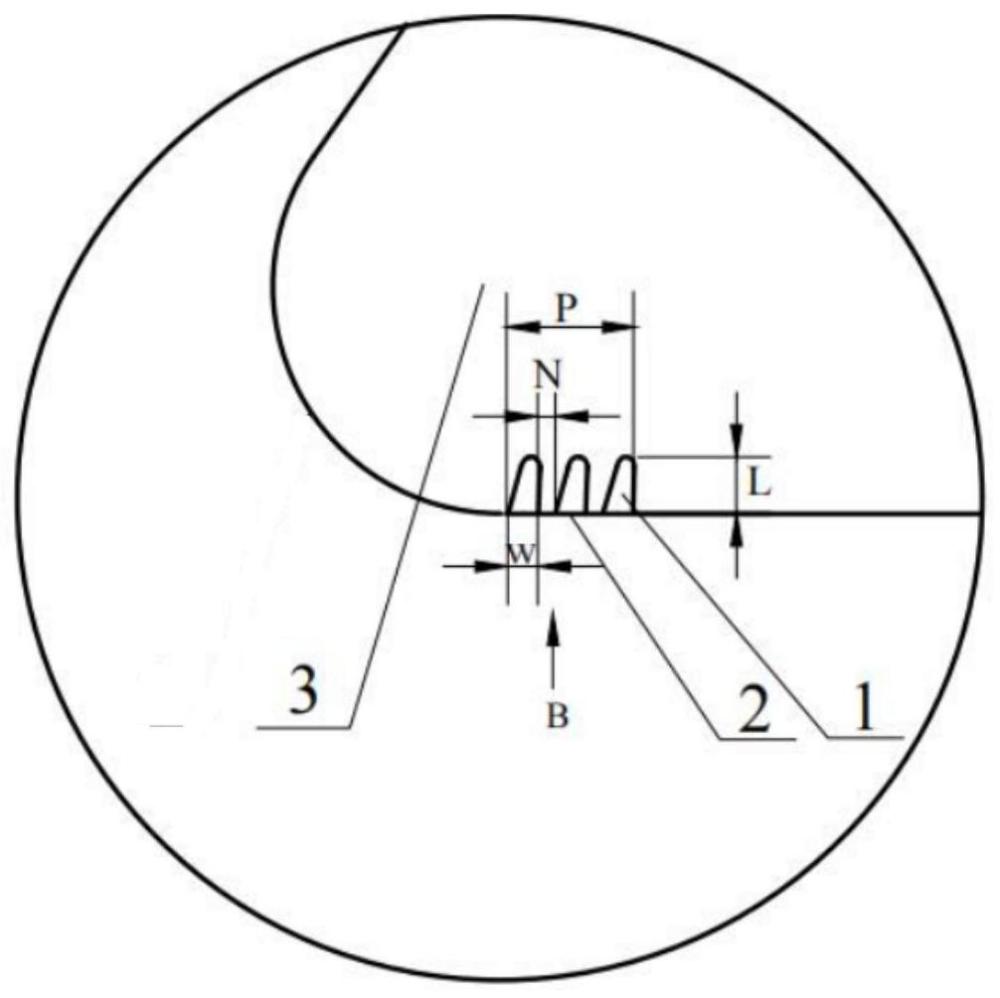
2、本发明的技术方案:一种切削高温合金gh4169的楔形微槽车刀,包括主切削刃,主切削刃在切削刃近域范围内设有楔形微槽;所述的楔形微槽使主切削刃相应部位呈现出“u”型口形貌。
3、前述的切削高温合金gh4169的楔形微槽车刀中,沿前刀面的法线向下俯视,楔形微槽呈楔形形貌,楔角λ=9~11°。
4、前述的切削高温合金gh4169的楔形微槽车刀中,楔形微槽的底面呈弧面。
5、前述的切削高温合金gh4169的楔形微槽车刀中,由楔形微槽形成的“u”型口宽度w=0.16~0.24mm。
6、前述的切削高温合金gh4169的楔形微槽车刀中,楔形微槽的深度h=0.1~0.2mm。
7、前述的切削高温合金gh4169的楔形微槽车刀中,楔形微槽的长度l=0.3~0.5mm。
8、前述的切削高温合金gh4169的楔形微槽车刀中,楔形微槽包括3个,沿主切削刃依次分布,使主切削刃在切削刃近域范围内成波纹状。
9、前述的切削高温合金gh4169的楔形微槽车刀中,相邻两楔形微槽间的间隙n=0.01~0.13mm。
10、前述的切削高温合金gh4169的楔形微槽车刀中,3个楔形微槽形成的波纹总宽p=0.74mm。
11、前述的切削高温合金gh4169的楔形微槽车刀中,楔形微槽在前刀面的截面上的投影呈非对称曲线型。
12、有益效果
13、与现有技术相比,本发明通过在处于切削刃近域的主切削刃上设置楔形微槽结构,能使车刀在切削高温合金gh4169时,车刀的刀-屑实际接触区域的温度降低,从而有效提高刀具的耐用度。发明人通过对切削高温合金gh4169的大量实验和分析发现,车刀在切削过程中,楔形微槽使主切削刃形成“u”型口形貌,使车刀在切削高温合金gh4169时,切削刃与切屑之间不完全接触,在刀-屑接触区域形成空隙,利于切削液的流动,进而使刀具传热、散热效果更好,降低了刀具的切削温度,达到了提高刀具的耐用度目的。
14、发明人通过对切削高温合金gh4169的大量实验分析发现,当在前刀面上设计3个楔形微槽形成波纹状结构,同时楔形微槽的深度h为0.1~0.2mm,楔形微槽的长度l为0.3~0.5mm,宽度w为0.16-0.24mm,流屑角(楔角)λ=9°~11°时,车刀片降温效果较明显。当w=0.16~0.2mm,h=0.1mm,l=0.3~0.5mm时,切削液能够通过楔形夹角顺畅而快速地流过楔形微槽,快速带走切削热,同时微槽结构使得刀屑接触面的状态为不完全接触,利于散热,两者协同增强了降温效果。
15、发明人通过对原始刀具的仿真发现,在切削刃近域范围内,刀具的切削温度值较高。基于此,发明人通过在该区域内设计相应的楔形微槽拟实现降温效果;但在试验初期设置1~2个楔形微槽的降温效果并不理想,最终通过发明人大量的仿真实验进行优化改进,最终得到3个楔形微槽辅以相应结构设计最终取得了优异的降温性能。
16、为了能更好证明本发明的有益效果,申请人做了如下实验:使用普通硬质合金车刀、楔形微槽硬质合金车刀进行切削高温合金gh4169对比实验。上述的车刀,其每一组对比实验均在相同切削参数下进行,切削高温合金gh4169的对比实验方案及结果如表1及图6-图15所示。
17、表1
18、
19、通过上表可得到结论,楔形微槽硬质合金车刀与普通硬质合金车刀相比,降温幅度提高4.33%~20.94%,且其中第1组数据和第8组数据降温幅度最明显,由此可见,此楔形微槽设计对车刀的降温效果较明显。
技术特征:
1.一种切削高温合金gh4169的楔形微槽车刀,其特征在于,包括主切削刃(2),主切削刃(2)在切削刃近域范围内设有楔形微槽(1);所述的楔形微槽(1)使主切削刃(2)相应部位呈现出“u”型口形貌。
2.根据权利要求1所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,沿前刀面(3)的法线向下俯视,楔形微槽(1)呈楔形形貌,楔角λ=9~11°。
3.根据权利要求1所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,楔形微槽(1)的底面呈弧面。
4.根据权利要求1所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,由楔形微槽(1)形成的“u”型口宽度w=0.16~0.24mm。
5.根据权利要求1所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,楔形微槽(1)的深度h=0.1~0.2mm。
6.根据权利要求1所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,楔形微槽(1)的长度l=0.3~0.5mm。
7.根据权利要求1所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,楔形微槽(1)包括3个,沿主切削刃(2)依次分布,使主切削刃(2)在切削刃近域范围内成波纹状。
8.根据权利要求7所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,相邻两楔形微槽(1)间的间隙n=0.01~0.13mm。
9.根据权利要求7所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,3个楔形微槽(1)形成的波纹总宽p=0.74mm。
10.根据权利要求1所述的切削高温合金gh4169的楔形微槽车刀,其特征在于,楔形微槽(1)在前刀面(3)的截面上的投影呈非对称曲线型。
技术总结
本发明公开了一种切削高温合金GH4169的楔形微槽车刀。包括主切削刃(2),主切削刃(2)在切削刃近域范围内设有楔形微槽(1);所述的楔形微槽(1)使主切削刃(2)相应部位呈现出“U”型口形貌。本发明能够降低切削温度,从而提高刀具耐用度。
技术研发人员:邹中妃,胡辛玲,蒋宏婉,袁森,任仲伟
受保护的技术使用者:贵州理工学院
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!