一种六通胎膜锻造成型模具及其成型方法与流程
本发明涉及金属材料塑性成型,具体涉及一种六通胎膜锻造成型模具及其成型方法。
背景技术:
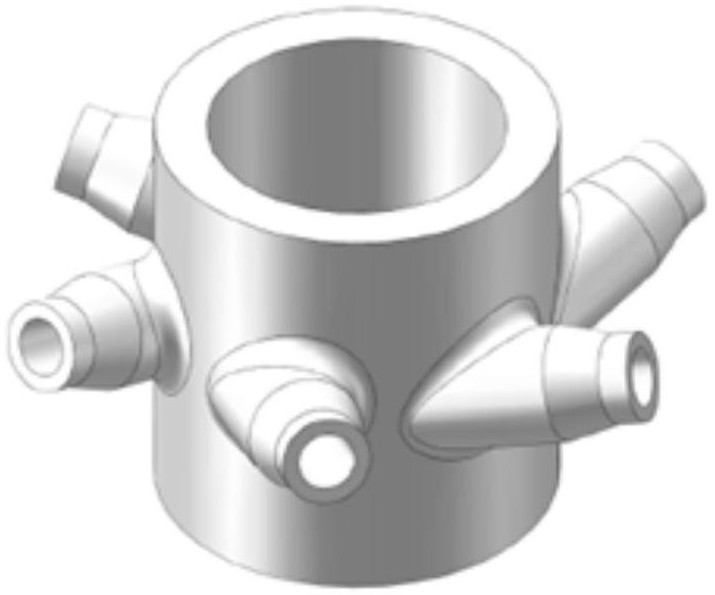
1、六通作为在超临界锅炉中汽水分离器关键管件之一,属于高温承压件,六通通过多个管嘴改变蒸汽的流动方向使蒸汽分流,六通的结构参照图1和图2所示。如图8所示,在常规的锻造成型方法为锻造成带法兰盘的管件,通过机加工去除六个管嘴之间多余的材料,本发明提供一种六通胎膜锻造成型的方法,将六通整体随形胎膜锻造,减少材料消耗和加工余量。
技术实现思路
1、本发明意在提供一种六通胎膜锻造成型方法,将六通整体随形胎膜锻造,减少材料消耗和加工余量。
2、为了达到上述目的,本发明提供如下技术方案:
3、一种六通胎膜锻造成型模具,包括预成型模具和终锻成型模具,所述预成型模具包括组装成一个整体的预成型上模、预成型下模和预成型模套,所述预成型上模、预成型下模和预成型模套之间形成第一成型腔,所述预成型模套延圆周方向设有6个与第一成型腔连通第二成型腔,所述预成型模套还固定设有分别伸入到每个第二成型腔内的成型棒;
4、所述终锻成型模具包括终锻成型上模、终锻成型下模和终锻成型模套,所述终锻成型上模、终锻成型下模和终锻成型模套之间形成第三成型腔,所述终锻成型模套延圆周方向设有6个与第三成型腔连通的第四成型腔。
5、一种六通胎膜锻造成型方法,包括以下步骤:
6、s1、将坯料加热至锻造温度,并且保温足够的时间,进行两次以上的镦粗和拔长,锻成棒料;
7、s2、将棒料回炉加热至锻造温度,用冲头进行中部冲孔;
8、s3、预制成型:冲孔后的棒料放入到第一成型腔内,液压机将预成型上模下压,将棒料挤压至六个第二成型腔内,成型棒挤压棒料形成6个管嘴得到预制坯料;
9、s4、终锻成型:将预制坯料回炉加热,再放入到第三成型腔内,6个管嘴分别位于对应的第四成型腔内,液压机将终锻成型上模下压,挤压至6个管嘴的终端在第四成型腔内成型。
10、本发明的工作原理和有益效果:
11、在常规的锻造成型方法为锻造成带法兰盘的管件,通过机加工六个管嘴之间多余的材料,本发明中的一种六通胎膜锻造成型的方法,将六通整体随形锻造,减少材料消耗和加工余量。
12、进一步,所述s1进行两次以上的镦粗和拔长锻成棒料。
13、进一步,所述s1坯料加热至锻造温度1180℃。
14、进一步,所述预成型模套和终锻成型模套共用。
15、进一步,所述s2在胎膜中进行中部冲孔。
技术特征:
1.一种六通胎膜锻造成型模具,其特征在于,包括预成型模具和终锻成型模具,所述预成型模具包括组装成一个整体的预成型上模、预成型下模和预成型模套,所述预成型上模、预成型下模和预成型模套之间形成第一成型腔,所述预成型模套延圆周方向设有6个与第一成型腔连通第二成型腔,所述预成型模套还固定设有分别伸入到每个第二成型腔内的成型棒;
2.根据权利要求1所述的六通胎膜锻造成型方法,其特征在于,包括以下步骤:
3.根据权利要求2所述的六通胎膜锻造成型方法,其特征在于,所述s1进行两次以上的镦粗和拔长锻成棒料。
4.根据权利要求3所述的六通胎膜锻造成型方法,其特征在于,所述s1坯料加热至锻造温度1180℃。
5.根据权利要求4所述的六通胎膜锻造成型方法,其特征在于,所述预成型模套和终锻成型模套共用。
6.根据权利要求2~5任一项所述的六通胎膜锻造成型方法,其特征在于,所述s2在胎膜中进行中部冲孔。
技术总结
本申请公开了金属材料塑性成型技术领域的一种六通胎膜锻造成型模具,包括预成型模具和终锻成型模具,所述预成型模具包括组装成一个整体的预成型上模、预成型下模和预成型模套,所述预成型上模、预成型下模和预成型模套之间形成第一成型腔,所述预成型模套延圆周方向设有6个与第一成型腔连通第二成型腔,所述预成型模套还固定设有分别伸入到每个第二成型腔内的成型棒;所述终锻成型模具包括终锻成型上模、终锻成型下模和终锻成型模套,所述终锻成型上模、终锻成型下模和终锻成型模套之间形成第三成型腔,所述终锻成型模套延圆周方向设有6个与第三成型腔连通的第四成型腔。将六通整体随形锻造,减少材料消耗和加工余量。
技术研发人员:王林,万隆,张令,张明桥,付朝政,冉雄波
受保护的技术使用者:贵州航天新力科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!