一种板材运动过程中切割运动轨迹的控制方法与流程
本发明涉及材料加工制造领域,具体涉及一种板材运动过程中切割运动轨迹的控制方法。
背景技术:
1、随着工业自动化技术的大规模运用,在汽车制造、航空航天、桥梁减速、家具家电、特种设备生产等领域,对板材激光切割的需求不断增加,提高板材激光切割的生产效率变得越来越重要。目前市面上激光切割多数为静态切割,生产效率较低。如何在板材运动过程中完成切割加工,成为提高激光切割效率的重要途径。
技术实现思路
1、本发明提供一种板材运动过程中切割运动轨迹的控制方法,将激光切割头静态切割板材的运动轨迹叠加板材在输送方向上运动轨迹,最终生成激光切割头在板材运动过程中切割运动轨迹,使得激光切割头能够在板材运动过程中完成板材在静态时预定轨迹的切割工作。
2、为实现上述目的,本发明采用以下技术方案实现:
3、一种板材运动过程中切割运动轨迹的控制方法,在板材输送方向上运动轨迹中的某一点,激光切割头在输送方向上的运动速度为静态切割时在输送方向上分解运动速度叠加板材在输送方向上输送速度。
4、作为上述方案的优选,控制方法具体包括以下步骤:
5、s1、设定板材在静止状态下激光切割头的切割路径和切割速度;
6、s2、启动输送轴,并设定输送轴的输送速度,板材以输送速度按照设定轨迹向前运动;
7、s3、在板材运动到达设定的输送距离时,根据静态切割板材的运动轨迹叠加板材在输送方向的运动轨迹来控制激光切割头的运动轨迹,用以在板材运动过程中完成板材在静态下的预定切割轨迹的切割加工。
8、作为上述方案的优选,步骤s3具体包括:
9、s31、将板材在静态切割时的运动轨迹和运动速度,在cnc通道中通过执行g代码分解为板材输送方向x方向上的运动轨迹输出、与x方向相垂直的y方向上的运动轨迹输出;
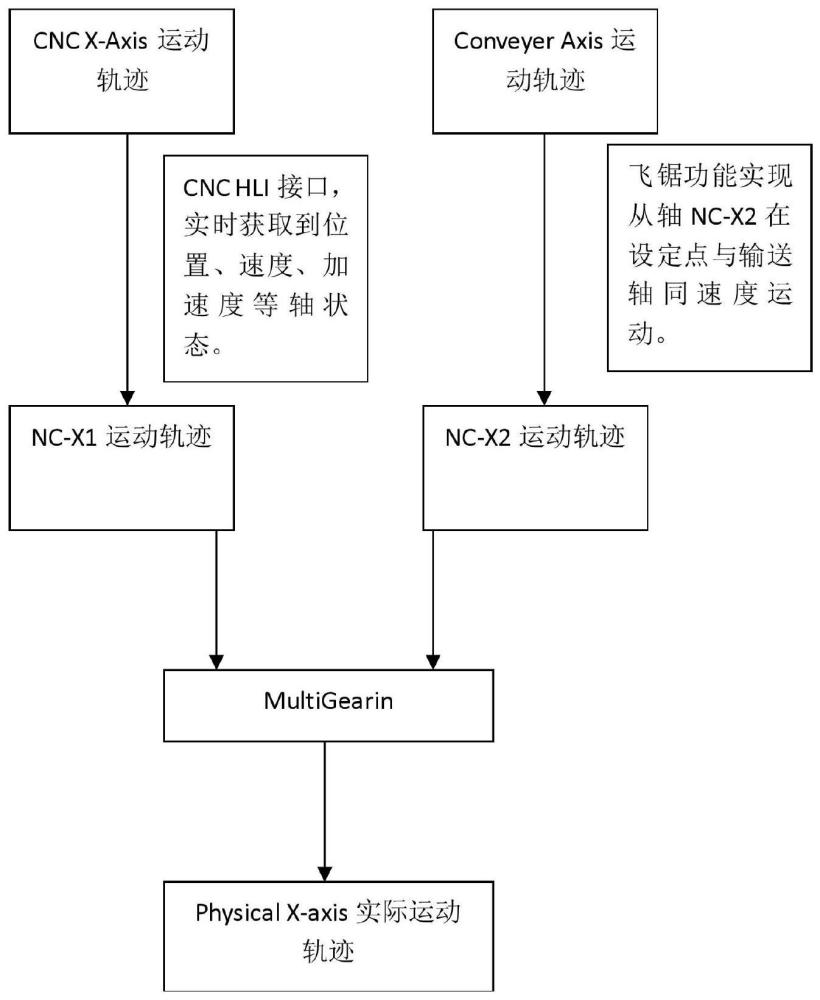
10、s32、通过hli接口将x方向上的运动轨迹数据实时读取,并通过外部给定控制功能将数据和nc虚轴进行关联,得到nc-x1运动轨迹;
11、s33、输送轴匀速输送板材运动,板材在输送方向x方向上的运动轨迹通过飞锯功能实现从轴nc-x2在设定点与板材同速度运动;
12、s34、nc-x1运动轨迹与nc-x2运动轨迹通过多主轴耦合叠加功能得到cnc通道中x方向上的实际运动轨迹输出;
13、s35、在cnc通道中通过执行g代码分解得到y方向上的运动轨迹输出,为cnc通道中y方向上的实际运动轨迹输出;
14、s36、x方向上的实际运动轨迹输出和y方向上的实际运动轨迹输出,完成切割加工的动态轨迹。
15、由于具有上述结构,本发明的有益效果在于:
16、1、本发明能很好解决板料在动态运输过程中的切割问题,进而能够加工零件长度大于加工区域长度的板材零件,相比静态切割,可加工的板材零件样式增多;
17、2、板材运动过程中完成切割加工,能够对卷料进行动态循环切割,提高了切割加工的效率。
技术特征:
1.一种板材运动过程中切割运动轨迹的控制方法,其特征在于:在板材输送方向上运动轨迹中的某一点,激光切割头在输送方向上的运动速度为激光切割头静态切割板材时在输送方向上分解运动速度叠加板材在输送方向上输送速度。
2.根据权利要求1所述的一种板材运动过程中切割运动轨迹的控制方法,其特征在于:控制方法具体包括以下步骤:
3.根据权利要求2所述的一种板材运动过程中切割运动轨迹的控制方法,其特征在于:步骤s3具体包括:
技术总结
本发明公开了一种板材运动过程中切割运动轨迹的控制方法,在板材输送方向上运动轨迹中的某一点,激光切割头在输送方向上的运动速度为激光切割头静态切割板材时在输送方向上分解运动速度叠加板材在输送方向上输送速度。本发明能很好解决板料在动态运输过程中的切割问题,进而能够加工零件长度大于加工区域长度的板材零件,相比静态切割,可加工的板材零件样式增多;板材运动过程中完成切割加工,能够对卷料进行动态循环切割,提高了切割加工的效率。
技术研发人员:丁石君,魏小彪,李威,喻佩钰,文超,闫阿泽
受保护的技术使用者:湖北三江航天红峰控制有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!