一种玻纤生产使用双股纱冷却器组装模具的制作方法
本发明涉及冷却器安装设备,尤其是涉及一种玻纤生产使用双股纱冷却器组装模具。
背景技术:
1、在玻璃纤维拉丝生产过程中,在漏板底部的玻璃丝根附近采用各种形式的丝根冷却器是稳定拉丝作业、提高拉丝速度增加产量的有效措施。尤其是在采用多孔漏板之后,为使内排漏孔和外排漏孔温度均匀,冷却器是一个必不可以少的部件。
2、冷却器包括冷却器本体和冷却插片,冷却本体上设置有多个插槽,冷却插片插接在插槽上。
3、现在技术中,在现行冷却器安装过程中,无固定组装标准,冷却器组装安装后没有统一水平面,且各台位有工艺差异导致时有质量问题发生。
技术实现思路
1、本发明的目的在于提供一种玻纤生产使用双股纱冷却器组装模具,该玻纤生产使用双股纱冷却器组装模具能够解决现有技术中存在的问题;
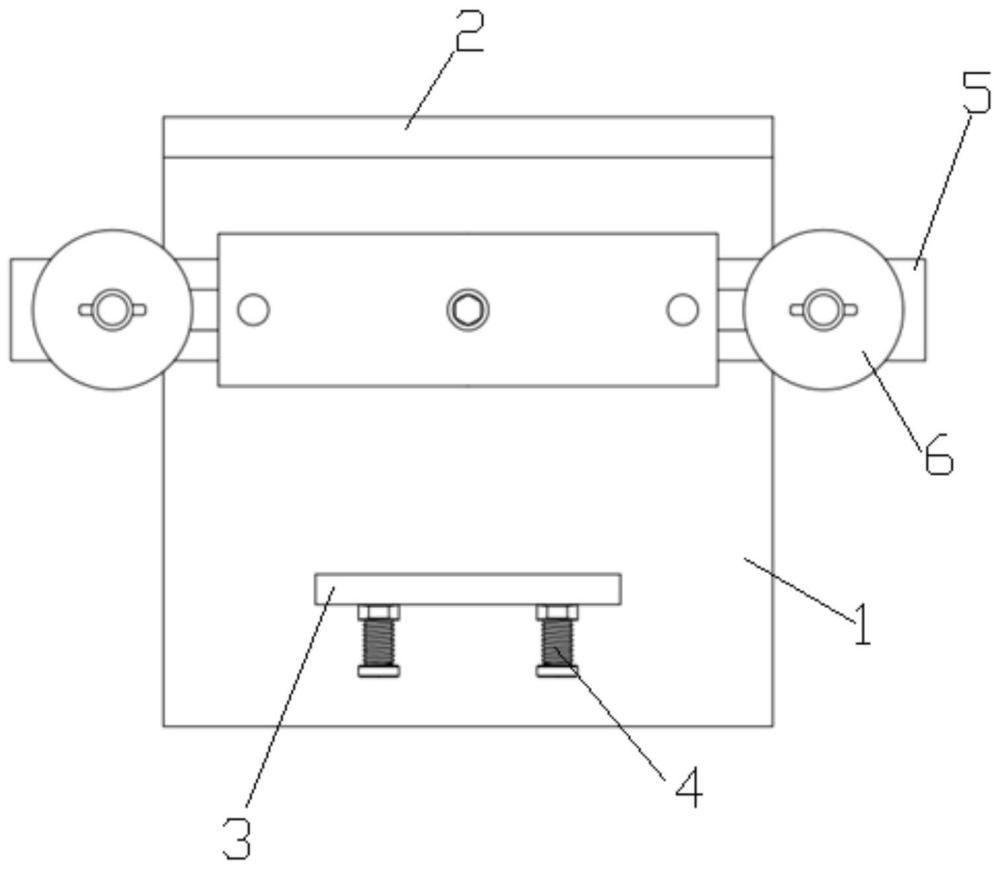
2、本发明提供一种玻纤生产使用双股纱冷却器组装模具,其包括底板、定位块、移动固定块和驱动装置;
3、所述定位块和移动固定块设置在底板上,且定位块和移动固定块的长边相对设置;
4、所述驱动装置设置在底板上,且驱动装置与移动固定块连接,驱动装置用于带动移动固定块往复移动,且能够在移动固定块的移动范围内进行锁定。
5、优选的,所述定位块通过螺钉固定在底板上。
6、优选的,所述移动固定块与底板滑动连接。
7、优选的,所述底板上设置有滑槽,所述移动固定块的底部设置有滑块,所述滑块与滑槽滑动连接。
8、优选的,所述驱动装置包括手轮和螺杆;
9、所述手轮设置在螺杆上,所述螺杆与底板螺纹连接,所述螺杆的端部与移动固定块转动连接。
10、优选的,所述玻纤生产使用双股纱冷却器组装模具包括上压片和上压片固定装置;
11、所述上压片的两端均通过上压片固定装置进行固定。
12、优选的,所述上压片固定装置为锁紧螺钉。
13、优选的,所述上压片包括腰型孔,所述锁紧螺钉插接在腰型孔内。
14、优选的,所述上压片上设置有压紧片,所述压紧片的宽度大于上压片的宽度。
15、优选的,所述底板上设置有锁紧螺钉安装座,所述锁紧螺钉安装在锁紧螺钉安装座上。
16、有益效果:
17、将冷却器的插片放置在底板上,通过调整移动固定块,将插片固定在移动固定块和定位块之间。测量插片的之间间距,并插片之间的间距进行微调,调整完毕之后,连接冷却器本体和插片。将插片放置在底板上,保证整体水平,此模具测量方式将更加规范,调整时可快速且标准的完成冷却片工艺校正。
技术特征:
1.一种玻纤生产使用双股纱冷却器组装模具,其特征在于,包括底板、定位块、移动固定块和驱动装置;
2.根据权利要求1所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述定位块通过螺钉固定在底板上。
3.根据权利要求1所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述移动固定块与底板滑动连接。
4.根据权利要求3所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述底板上设置有滑槽,所述移动固定块的底部设置有滑块,所述滑块与滑槽滑动连接。
5.根据权利要求1所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述驱动装置包括手轮和螺杆;
6.根据权利要求1所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述玻纤生产使用双股纱冷却器组装模具包括上压片和上压片固定装置;
7.根据权利要求6所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述上压片固定装置为锁紧螺钉。
8.根据权利要求7所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述上压片包括腰型孔,所述锁紧螺钉插接在腰型孔内。
9.根据权利要求6所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述上压片上设置有压紧片,所述压紧片的宽度大于上压片的宽度。
10.根据权利要求7所述的玻纤生产使用双股纱冷却器组装模具,其特征在于,所述底板上设置有锁紧螺钉安装座,所述锁紧螺钉安装在锁紧螺钉安装座上。
技术总结
本发明涉及冷却器安装设备技术领域,尤其是涉及一种玻纤生产使用双股纱冷却器组装模具。玻纤生产使用双股纱冷却器组装模具的定位块和移动固定块设置在底板上,且定位块和移动固定块的长边相对设置;驱动装置设置在底板上,且驱动装置与移动固定块连接,驱动装置用于带动移动固定块往复移动,且能够在移动固定块的移动范围内进行锁定。将冷却器的插片放置在底板上,通过调整移动固定块,将插片固定在移动固定块和定位块之间。测量插片的之间间距,并插片之间的间距进行微调,调整完毕之后,连接冷却器本体和插片。将插片放置在底板上,保证整体水平,此模具测量方式将更加规范,调整时可快速且标准的完成冷却片工艺校正。
技术研发人员:王敬军,卢皓,程军亮,黄伟峰
受保护的技术使用者:河南光远新材料股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!