一种过滤滤网焊接设备的制作方法
本发明涉及滤网焊接,具体涉及一种过滤滤网焊接设备。
背景技术:
1、滤网焊接机是一种专门用于滤芯和滤网制造的焊接设备,它能够通过氩焊的方式实现对过滤器部件进行焊接。
2、一种半球形的三层滤网是由三层滤网套接形成的,为了防止滤网的质量过大,单层滤网的厚度薄,质量轻。为了保证三层滤网的稳定,需要将三层滤网的顶部焊接在一起。若直接对三层滤网进行焊接,三层滤网的顶部受热并软化,且三层滤网在焊接过程中,球形滤网的表面积大,当球形滤网受到工作人员或是加工器械的碰触时,球形滤网容易产生形变。且三层滤网在焊接时,三层滤网焊接处温度快速升高,三层滤网的化学反应以及金属和氧通过膜的扩散均将加速,三层滤网的氧化加速并显著降低滤网材料的强度、塑性、韧性等力学性能,破坏三层滤网构件的几何形状,缩短三层滤网构件的使用寿命。
技术实现思路
1、针对现有技术的不足,本发明提供了一种过滤滤网焊接设备,通过焊接工装对三层滤网的内外两侧进行定位和支撑,防止三层滤网发生形变,通过对滤网焊接处填充保护气体,焊接时可延缓三层滤网氧化。
2、技术方案
3、为实现以上目的,本发明通过以下技术方案予以实现:
4、一种过滤滤网焊接设备,包括:
5、底座,以及一体成型的筒体,所述筒体的内壁连接有支撑板,所述支撑板上放置有三层滤网,所述筒体一侧的内缘开设有导位槽,所述导位槽上放置有导位件;
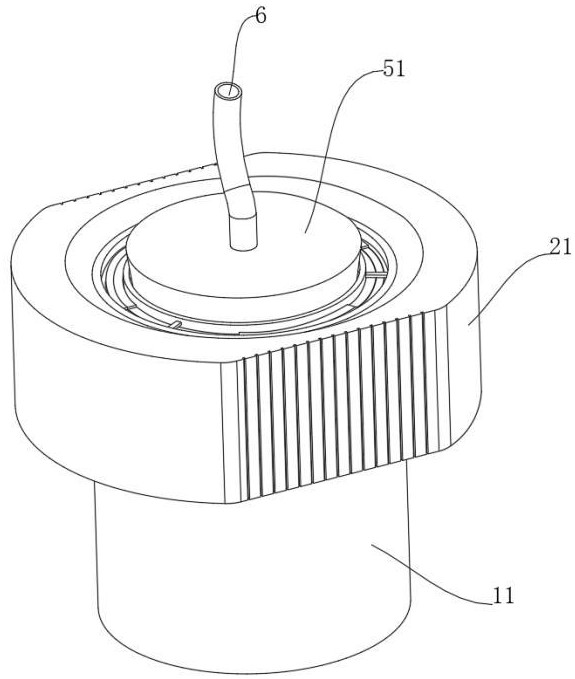
6、所述导位件包括外环,所述外环放置在导位槽上,所述外环通过若干个连接板固定连接有内环,所述内环与外环的底部开设有通道,所述内环与外环间设置有焊接腔,所述三层滤网的一端穿过通道并伸入焊接腔中,所述筒体外螺纹连接有外套,所述外套远离底座的一侧的内壁连接有压环;
7、塞体,所述塞体与内环紧贴,所述塞体顶部贯穿开设有气孔,所述气孔用于将保护气体通入到筒体内,且保护气体为惰性气体,所述内环的底部开设有底孔,所述内环上部的外侧开设有若干个风孔且若干个风孔的一端均与底孔相连通。
8、优选地,所述内环底部的外侧连接有第一支撑环,所述外环底部的内侧连接有第二支撑环,所述第一支撑环和第二支撑环的厚度相同,所述通道设置在第一支撑环和第二支撑环之间。
9、优选地,若干个所述连接板按内环的圆周方向等距分布,若干个所述风孔按内环的圆周方向等距分布,至少一个所述风孔设置在相邻的连接板之间。
10、优选地,所述风孔倾斜设置,所述风孔的竖直夹角为30-45°,所述塞体为圆台形,所述塞体一端的直径小于内环的内径,所述塞体另一端的直径大于内环的内径。
11、优选地,所述连接板的底部与三层滤网的顶部紧贴,所述连接板设置在内环的中部,所述三层滤网的侧面贯穿开设有若干个滤孔,所述三层滤网的顶部连接有若干个边板,相邻所述边板的间距大于连接板的宽度,所述边板折放在第一支撑环上。
12、优选地,所述三层滤网、支撑板均为半球形,所述三层滤网与支撑板相适配。
13、优选地,所述导位槽的深度与外环的高度相同,所述导位槽的宽度与外环的宽度相同。
14、优选地,所述筒体的外侧开设有第一螺纹槽,所述外套的内侧开设有第二螺纹槽,所述外套的侧面是由两个弧面和两个竖直平面组成,两个弧面和两个竖直平面均按外套的轴线对称分布,竖直平面上开设有摩擦槽。
15、优选地,所述压环为锥形环,所述压环底部的内径大于外环的内径,所述压环底部的内径小于外环的外径。
16、有益效果
17、本发明提供了一种过滤滤网焊接设备。与现有技术相比,具备以下有益效果:
18、1、通过焊接工装对三层滤网的内外两侧进行定位和支撑,防止三层滤网发生形变,通过对滤网焊接处填充保护气体,焊接时可延缓三层滤网氧化。
19、2、通过内环、外环对三层滤网进行固定,一次性对三层滤网、内环和外环进行连接,减少工序,提高效率。
20、3、通过导位槽对内环和三层滤网进行定位,使三层滤网外侧恰好被支撑板支撑,避免三层滤网在焊接时发生形变。
技术特征:
1.一种过滤滤网焊接设备,其特征在于,包括:
2.根据权利要求1所述的一种过滤滤网焊接设备,其特征在于:所述内环(43)底部的外侧连接有第一支撑环(44),所述外环(41)底部的内侧连接有第二支撑环(45),所述第一支撑环(44)和第二支撑环(45)的厚度相同,所述通道(48)设置在第一支撑环(44)和第二支撑环(45)之间。
3.根据权利要求1所述的一种过滤滤网焊接设备,其特征在于:若干个所述连接板(42)按内环(43)的圆周方向等距分布,若干个所述风孔(47)按内环(43)的圆周方向等距分布,至少一个所述风孔(47)设置在相邻的连接板(42)之间。
4.根据权利要求1所述的一种过滤滤网焊接设备,其特征在于:所述风孔(47)倾斜设置,所述风孔(47)的竖直夹角为30-45°,所述塞体(51)为圆台形,所述塞体(51)一端的直径小于内环(43)的内径,所述塞体(51)另一端的直径大于内环(43)的内径。
5.根据权利要求2所述的一种过滤滤网焊接设备,其特征在于:所述连接板(42)的底部与三层滤网(31)的顶部紧贴,所述连接板(42)设置在内环(43)的中部,所述三层滤网(31)的侧面贯穿开设有若干个滤孔(32),所述三层滤网(31)的顶部连接有若干个边板(33),相邻所述边板(33)的间距大于连接板(42)的宽度,所述边板(33)折放在第一支撑环(44)上。
6.根据权利要求1所述的一种过滤滤网焊接设备,其特征在于:所述三层滤网(31)、支撑板(15)均为半球形,所述三层滤网(31)与支撑板(15)相适配。
7.根据权利要求1所述的一种过滤滤网焊接设备,其特征在于:所述导位槽(14)的深度与外环(41)的高度相同,所述导位槽(14)的宽度与外环(41)的宽度相同。
8.根据权利要求1所述的一种过滤滤网焊接设备,其特征在于:所述筒体(12)的外侧开设有第一螺纹槽(13),所述外套(21)的内侧开设有第二螺纹槽(23),所述外套(21)的侧面是由两个弧面和两个竖直平面组成,两个弧面和两个竖直平面均按外套(21)的轴线对称分布,竖直平面上开设有摩擦槽(22)。
9.根据权利要求1所述的一种过滤滤网焊接设备,其特征在于:所述压环(24)为锥形环,所述压环(24)底部的内径大于外环(41)的内径,所述压环(24)底部的内径小于外环(41)的外径。
技术总结
本发明公开了一种过滤滤网焊接设备,涉及滤网焊接技术领域。该过滤滤网焊接设备,包括底座,以及一体成型的筒体,筒体的内壁连接有支撑板,支撑板用于支撑三层滤网,筒体一侧的内缘开设有导位槽,导位槽上放置有导位件;内环与外环间设置有焊接腔,三层滤网的一端穿过通道并伸入焊接腔中;塞体与内环紧贴,塞体顶部贯穿开设有气孔,气孔用于将保护气体通入到筒体内;内环的底部开设有底孔,内环上部的外侧开设有若干个风孔且若干个风孔的一端均与底孔相连通。该过滤滤网焊接设备,通过焊接工装对三层滤网的内外两侧进行定位和支撑,防止三层滤网发生形变,通过对滤网焊接处填充保护气体,焊接时可延缓三层滤网氧化。
技术研发人员:郭立颖,赵龙
受保护的技术使用者:河南省超滤净化设备有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!