一种零件自动上料装置及其上料方法与流程
本发明属于机械设备,尤其涉及一种零件自动上料装置及其上料方法。
背景技术:
1、在日常的冷镦机生产过程中,原料通常为盘圆卷材,经开卷机、矫直机运转后进入冷镦设备的剪切系统,完成剪切、下料,后经夹钳系统进行下料后的传递,从而实现自动上料、成型。
2、对于大直径的铝合金材料,无法购买到盘圆线材,只能购买到铝合金棒料,约6米长,采用锯切的方法切成85毫米长的圆棒料,但圆柱状零件(料粒)上料是不能使用开卷、矫直等系统,只能手动塞入料粒进行送料,不能实现自动上料,从而影响设备自动运转,大大降低了设备效率,正在自动运转的生产速度为60件/分钟,手工上料只能送入6件/分钟,严重影响生产效率。
技术实现思路
1、为了解决上述背景技术中提到的至少一个,本发明提出一种零件自动上料装置及其上料方法,本发明所采用的技术方案包括:
2、一种零件自动上料装置,包括:步进式送料机,水平导料机构、垂直滑道和气缸推料组件;
3、所述步进式送料机包括料仓、同步带和零件提升机;所述同步带一端与料仓连接,另一端与零件提升机连接;所述步进式送料机用于将圆柱形零件提升并逐一排列;
4、所述水平导料机构一端与零件提升机连接,另一端与垂直滑道连接,用于接收步进式送料机传送的零件,通过水平导料机构传送至垂直滑道;
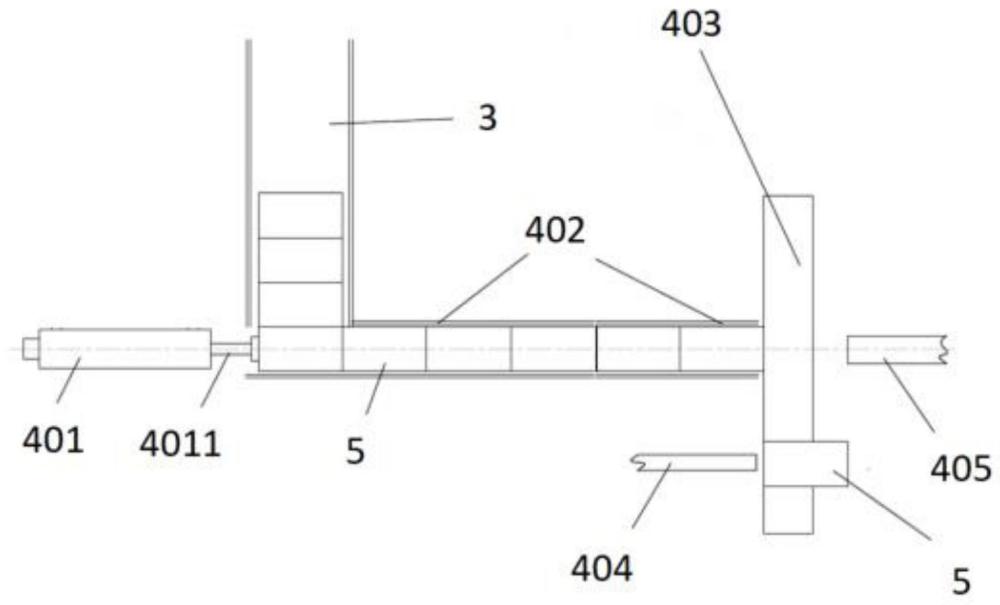
5、所述气缸推料组件包括气缸、水平滑道、切刀板、推料杆和止动器;所述垂直滑道下端与所述水平滑道相连接,并设置开口以使气缸推动圆柱形零件;
6、所述切刀板位于所述水平滑道的另一端,并垂直于所述水平滑道;所述切刀板上设置有圆孔位;
7、所述气缸、水平滑道和止动器位于同一水平线上;
8、所述切刀板垂直移动,当所述圆孔位与所述水平滑道位于同一水平线上时,通过所述气缸充气,推动圆柱形零件水平移动,使最右端圆柱形零件进入所述圆孔位;
9、所述止动器位于所述切刀板另一侧,通过水平移动所述止动器,使所述止动器的端面与位于所述圆孔位中的圆柱形零件端面接触;
10、所述切刀板垂直移动,当所述圆孔位与推料杆位于同一水平线上时,所述推料杆将位于所述圆孔位中的圆柱形零件推出完成上料。
11、进一步地,所述气缸还包括活塞推杆,用于推动圆柱形零件水平移动,使最右端圆柱形零件进入所述圆孔位;所述气缸还设置有检测传感器,用于检测活塞推杆移动位置。
12、进一步地,所述垂直滑道设置有检测传感器,用于检测垂直滑道中零件的堆积高度。
13、进一步地,所述气缸按照设定的节拍进行充气和反向充气。
14、进一步地,所述装置还设置有聚氨酯板和/或尼龙板,用于保护所述圆柱形零件。
15、本发明还涉及一种零件自动上料方法,所述方法包括以下步骤:
16、步进式送料机将圆柱形零件提升并逐一排列,通过水平导料机构传送至垂直滑道;
17、所述圆柱形零件从垂直滑道中依次滑落,检测传感器检测圆柱形零件堆积达到预设高度时,plc控制所述步进式送料机停止送料;
18、切刀板位于初始位置时,水平滑道与切刀板的圆孔位位于同一水平线上;
19、气缸充气,使活塞推杆推动圆柱形零件水平移动,使最右端圆柱形零件进入切刀板的圆孔位,当圆柱形零件的端面与止动器的端面接触时,切刀板垂直向下移动;
20、当所述切刀板到达预设位置时,推料杆水平移动将圆柱形零件推出切刀板;
21、所述切刀板垂直向上移动,回到初始的位置,重复上述步骤对零件连续上料。
22、进一步地,所述方法还包括:
23、所述气缸设置有位置传感器,当所述位置传感器检测到所述活塞推杆移动至右端极限位置,plc控制气缸反向充气,使所述活塞推杆移动至左端极限位置。
24、本发明的有益效果为:
25、采用本发明的零件自动上料装置及其上料方法,可实现自动排序、提升、送料,设置送料节拍与冷镦设备正常效率相匹配,满足生产需求。
技术特征:
1.一种零件自动上料装置,其特征在于,包括:步进式送料机,水平导料机构、垂直滑道和气缸推料组件;
2.如权利要求1所述的装置,其特征在于,所述气缸还包括活塞推杆,用于推动圆柱形零件水平移动,使最右端圆柱形零件进入所述圆孔位;所述气缸还设置有检测传感器,用于检测活塞推杆移动位置。
3.如权利要求2所述的装置,其特征在于,所述垂直滑道设置有检测传感器,用于检测垂直滑道中零件的堆积高度。
4.如权利要求1所述的装置,其特征在于,所述气缸按照设定的节拍进行充气和反向充气。
5.如权利要求4所述的装置,其特征在于,所述装置还设置有聚氨酯板和/或尼龙板,用于保护所述圆柱形零件。
6.一种零件自动上料方法,其特征在于,所述方法包括以下步骤:
7.如权利要求6所述的方法,其特征在于,所述方法还包括:
技术总结
本发明涉及一种零件自动上料装置及其上料方法,该装置包括步进式送料机,水平导料机构、垂直滑道和气缸推料组件;其中,气缸推料组件包括气缸、水平滑道、切刀板、推料杆和止动器;垂直滑道下端与水平滑道相连接,并设置开口以使气缸推动圆柱形零件;切刀板位于水平滑道的另一端,并垂直于水平滑道;切刀板上设置有圆孔位;切刀板垂直移动,当圆孔位与水平滑道位于同一水平线上时,通过气缸充气推动圆柱形零件水平移动,使圆柱形零件进入圆孔位;切刀板垂直移动,当圆孔位与推料杆位于同一水平线上时,推料杆将位于所述圆孔位中的圆柱形零件推出完成上料。实现零件的自动排序、提升、送料,设置送料节拍与冷镦设备正常效率相匹配,满足生产需求。
技术研发人员:丁玉龙,冀晋辉,郝坤,刘云祥
受保护的技术使用者:北京新光凯乐汽车冷成型件股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!